PLCopen programming
Within the scope of the Motion Control Platform (MCP) different function blocks (FB) for the motion tasks are made available. This FB's act on a single axis and are operated via the PLC. Here each axis in the system is configured as a so-called Single Axis Interpolator (SAI).
Alternatively such axes also can be controlled via the NC program, because in the system a SAI always is configured like a normal spindle. For that purpose, for the following FB's special NC commands are available. These commands enable a PLCopen conformable programming in NC syntax.
- MC_Home Reference point travel
- MC_MoveAbsolute Movement of the axis to an absolute position
- MC_MoveAdditive Relative motion in addition to the commanded position
- MC_MoveRelative Relative motion in addition to the current position
- MC_MoveSuperImposed Relative motion in addition to a motion already active
- MC_MoveVelocity Endless motion at the specified speed
- MC_Stop Stopping of an axis motion
- MC_GearIn Gear coupling with a gear ratio
- MC_GearOut Releasing of a gear coupling
- MC_Phasing Phase offset of couplings
The following topology displays the basic integration of the SAI (spindle) axis in the overall system:
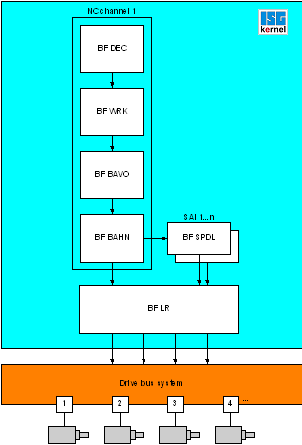
In part program a SAI axis is programmed in spindle specific syntax. For that reason it has to be configured by its name and further data analogous to a normal spindle in the channel parameter list. The most important settings in the channel parameters especially are:
- spdl_anzahl (P-CHAN-00082) Total number of (SAI) spindles
- bezeichnung (P-CHAN-00007) Name of the (SAI) spindle
- log_achs_nr (P-CHAN-00036) Logical axis number of the (SAI) spindle
For more information see the documentation [1]-Chapter: Configuration of spindles- and chapter Configuring spindles .
The PLCopen functions
- MC_MoveSuperImposed
- MC_GearIn
- MC_GearOut
- MC_Phasing
require additional specific SAI characteristics of the spindle axis, which are configured in the axes parameters. The necessary settings are described in the documentation [2]-Chapter: Settings for SAI- .
In the following for each NC command the corresponding FB is displayed. The syntax of these commands and the units of the programmed values are based on the corresponding input pins (VAR_INPUT) of the assigned FB's.
General syntax of a (SAI-)NC command:
<spindle_name>[<FB name> <Input_pin1> < Input_pin2> < Input_pin n...>]The axis name on the beginning of the NC command addresses the (SAI) spindle axis, which can be activated via the NC channel.
The description of the input pins and the units and value ranges can also be taken from the documentation [9].
 | The input pin "Execute" always is set implicitly by the programming of the NC command. That's why for this pin no specific keyword is available. |