Spindelprogrammierung
Die Spindelprogrammierung erfolgt gemäß der in ISO bzw. ISO + Erweiterungen festgelegten konventionellen Standardsyntax. Dies ist insbesondere aus Kompatibilitätsgründen und wegen bestimmter Standardfunktionalitäten wie Drehen, Gewindebohren, Getriebeschalten etc. erforderlich.
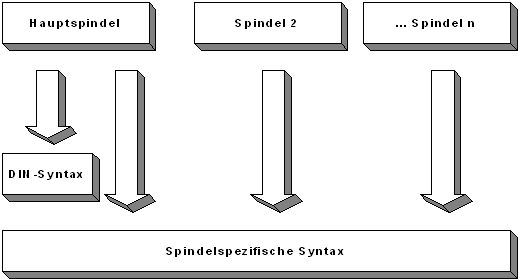
Um den Anforderungen neuer Maschinenkonzepte und Fertigungstechnologien bzgl. einer flexiblen Spindelprogrammierung gerecht zu werden, besteht für jede im Kanal vorhandene Spindel zusätzlich die Möglichkeit einer achsspezifischen Programmierung. Durch diese Syntax können in Multispindelsystemen in einem NC-Satz gleichzeitig mehrere Spindeln unabhängig voneinander angesprochen werden [1]-20, [6]-8.8. Dabei ist zu beachten, dass immer nur eine Spindel, die s.g. "Hauptspindel" sowohl in der Standardsyntax als auch in der spindelspezifischen Syntax programmiert werden kann. Alle weiteren Spindeln können nur über die spindelspezifische Syntax angesprochen werden (Kapitel Programmierung in spindelspezifischer Syntax).
Die Definition der Spindeln und die Festlegung der Hauptspindel erfolgt über die Parametrierung von Kanalparameter [1]-16. Diese Konfiguration liegt nach dem Hochlauf der Steuerung vor. Die Hauptspindel kann im NC-Programm über einen NC-Befehl (#MAIN SPINDLE, Kapitel Wechsel der Hauptspindel) geändert werden.
Die nachfolgende Tabelle zeigt, welche NC-Befehle im Zusammenhang mit der Spindelprogrammierung nur in der DIN-Syntax zu verwenden sind, und welche auch innerhalb der erweiterten spindelspezifischen Syntax zulässig sind.
Beschreibung | DIN-Syntax | Spindel.-spezif. Syntax |
|---|---|---|
Spindel-M-Funktionen | M3, M4, M5, M19 | M3, M4, M5, M19 |
Drehzahl | S | REV |
Position | S.POS | POS |
Anwenderspezifische | Mxx/Hxx | Mxx/Hxx |
Getriebeschalten (mechanisch) | M40-M45 |
|
Gewindeschneiden | G33 |
|
Gewindebohren | G63 |
|
Drehen | G95, G96, G97, G196 |
|
C-Achse | #CAX |
|
Getriebeschalten (neue Daten) | G112 |
|
Referenzpunktfahrt | G74 | G74 |
Override 100% | G167 | G167 |
Explizites Anfordern einer Spindelachse |
| CALLAX |
Explizites Abgeben einer Spindelachse |
| PUTAX |
Übernahme Werkzeug-dynamikdaten |
| GET_DYNAMIC_DATA |
Vorsteuerung |
| G135, G136, G137 |
Vorschubkopplung |
| FEED_LINK |