Beschreibung
Aufgabe
Die Schleppabstandsüberwachung überwacht, ob der aktuelle Schleppabstand einer Achse einen Grenzwert überschreitet. Als Schleppabstand wird die Differenz zwischen ausgegebenem Sollwert (Stellgrösse) und rückgemeldetem Istwert bezeichnet.
∆s = sSoll - sIst
Die Überwachung erfolgt hierbei sowohl im
- Stillstand als auch während der
- Bewegung einer Achse.
Im Stillstand kann die Achse durch äußere Krafteinwirkung auf die Mechanik aus der Stillstandsposition verschoben werden. Sobald die Achsposition das Toleranzfenster des Stillstands überschreitet, erzeugt die Schleppabstandsüberwachung eine Fehlermeldung (P-ERR-70081) und leitet entsprechende Maßnahmen zum Stillsetzen der Achse ein.
Wenn sich die Achse bewegt, berechnet die dynamische Schleppabstandsüberwachung den zulässigen Schleppabstand für die momentane Verfahrgeschwindigkeit. Bei Überschreitung des zulässigen Schleppabstands wird eine Fehlermeldung (P-ERR-70020) ausgegeben und entsprechende Maßnahmen zum Stillsetzen der Achse eingeleitet.
Voraussetzungen
Falls die Schleppabstandsüberwachung angewählt wurde, so ist diese nur aktiv, falls
- die Achse in Regelung ist (Reglerfreigabe gegeben) und
- kein Nachführbetrieb für diese Achse gesetzt ist.
Die Schleppabstandsüberwachung kann sowohl für analoge Antriebe, bei denen die CNC die Lageregelung übernimmt, als auch bei digitalen Antrieben, die selbst die Lageregelung durchführen, eingesetzt werden. Falls digitale Antriebe selbst eine Schleppabstandsüberwachung durchführen, so kann zusätzlich eine Überwachung durch die CNC erfolgen. Meist ist dies jedoch nicht mehr erforderlich.
Maßnahmen bei Überschreitung des zulässigen Schleppabstandes
Wenn der zulässige Schleppabstand einer Achse überschritten wird, werden von der Steuerung folgende Maßnahmen eingeleitet:
- Ausgabe einer Fehlermeldung der Fehlerreaktionsklasse 5 [DIAG]
- Die betroffene Achse wird mit einer in der Achsparameterliste einstellbaren Verzögerung angehalten.
- Alle Achsen, die mit der betroffenen Achse im Bahnverbund interpoliert werden, werden angehalten.
- Weitere Maßnahmen können von der PLC über die Steuerschnittstelle vorgenommen werden.
Methoden
Die NC-Steuerung bietet drei Methoden an, mit denen der maximal zulässige Schleppabstand berechnet wird:
- Typ 1: Standard Methode
- Typ 2: Lineare Methode
- Typ 4: Geschwindigkeitsunabhängige Methode
Mit allen Methoden kann der Schleppabstand während des Stillstandes überwacht werden. Der zulässige Schleppabstand einer fahrenden Achse wird bei den beiden ersten Methoden abhängig von der Sollgeschwindigkeit berechnet. Die Standard Methode (Typ 1) verwendet einen parametrierbaren Filter. Die Lineare Methode (Typ 2) geht von dem theoretischen Schleppabstand aus, der bis zu einem Faktor 2 vergrößert werden kann. Bei beiden Methoden kann über ein Zeitglied der zulässige Schleppabstand zeitlich verschoben werden.
Bei der Methode 4 wird auch während einer Achsbewegung auf einen geschwindigkeitsunabhängigen, konstanten Grenzwert geprüft, diese Methode kann zum Beispiel für Achsen mit aktiver Vorsteuerung verwendet werden.
Parametrierung
Die Schleppabstandsüberwachung kann durch Einstellungen der Achsparameter individuell für jede Achse parametriert werden.
Ein-/Ausschalten
Die Schleppabstandsüberwachung wird mit dem Parameter P-AXIS-00172 ein- oder ausgeschaltet (Parameter = 0). Ist die Überwachung ausgeschaltet, so wird keine maximal zulässiger Schleppabstand berechnet und es erfolgt keine Fehlermeldung.
Auswahl
Die Einstellung des Schleppabstandsüberwachungstyps erfolgt mit dem Parameter P-AXIS-00172. Folgende Schleppabstandstypen können parametriert werden:
- keine Schleppabstandsüberwachung
- Typ 1: Standard Methode
- Typ 2: Lineare Methode
- Typ 4: Geschwindigkeitsunabhängige Methode
Reaktion deaktivieren
Um die Schleppabstandsüberwachung einzustellen ist es erforderlich, den Grenzwert zu berechnen und anzuzeigen, ohne dass eine eigentliche Überwachung durchgeführt wird. Die Reaktion der Schleppabstandsüberwachung wird zu diesem Zweck deaktiviert. Die zulässigen Schleppabstände werden jedoch weiterhin mit der gewählten Methode berechnet und angezeigt. Eine Überschreitung des zulässigen Schleppabstandes hat jedoch keine Reaktion der Steuerung zur Folge und dient vor allem während der Inbetriebnahme zur Parametrierung der Schleppabstandsüberwachung.
Durch das Setzen des Parameter P-AXIS-00176 auf den Wert 1 wird die Schleppabstandsüberwachung deaktiviert.
Kausales System, Systemlaufzeit
Der theoretische Schleppabstand ∆s hängt von der Sollgeschwindigkeit v und dem Verstärkungsfaktor Kv wie folgt ab.

An der realen Achse ergibt sich jedoch ein realer Schleppabstand, der eine Verzögerung zu dem theoretischen Schleppabstand aufweist. Diese Verzögerung wird durch eine systembedingte Taktverschiebung im Lageregler der Steuerung sowie durch die mechanische Zeitkonstante des Systems verursacht. (Abbildung 1)
Da die Methoden zur Berechnung des zulässigen Schleppabstandes diesen Einfluss nicht berücksichtigen, kann mit einem zusätzlichen Zeitglied (PT1) der zulässige Schleppabstand verschoben werden. Das Zeitglied wird mit dem Parameter P-AXIS-00170 parametriert.
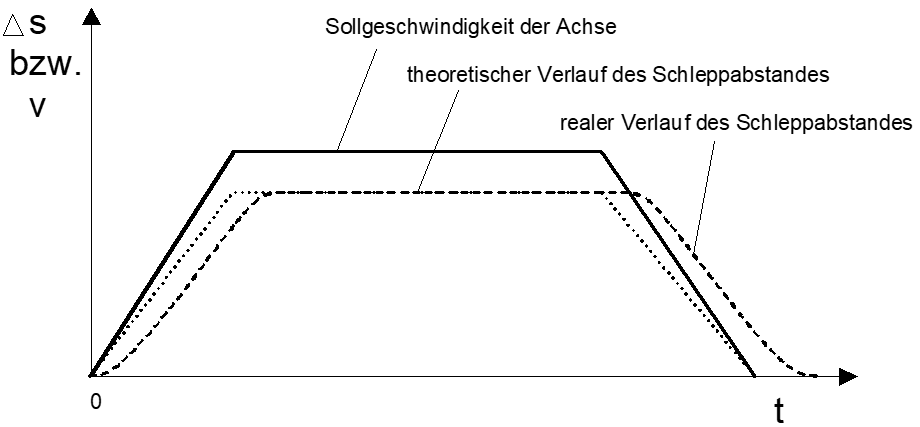 Abb.1: Verschiebung des realen Schleppabstandes
Abb.1: Verschiebung des realen SchleppabstandesLaufzeit bei digitalen Antrieben
Bei einem digitalen Antrieb kann die NC zusätzlich eine Schleppabstandsüberwachung durchführen. Aufgrund der Laufzeit eines Antriebsbusses und der Verarbeitung im Antrieb selbst wird nach Ausgabe des Sollwerts der Istwert erst einige Takte später von der CNC eingelesen. Hierbei ist es wichtig, dass der Schleppabstand als Differenz von zeitlich zusammengehörenden Soll- und Istwerten ermittelt wird.
Die Verzögerung wird mit dem Parameter P-AXIS-00191 angegeben.
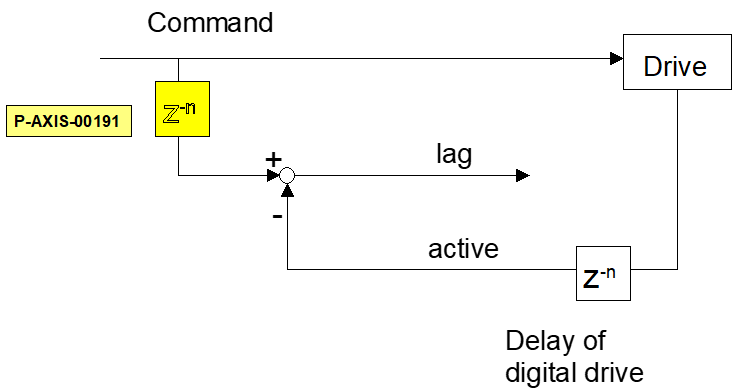 Abb.2: Verzögerung des Sollwerts zur Berechnung des Schleppfehlers.
Abb.2: Verzögerung des Sollwerts zur Berechnung des Schleppfehlers.