Rapid contour visualization
Simulation
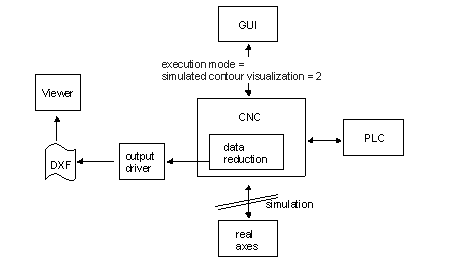
In some cases for testing or simulation a CNC program the program shall be executed without any real axes movements.
Rapid execution
In the simulation mode contour visualization the program is executed in a rapid mode, because the sample points are given in a coarse grid for interpolation.
Programmed dwell times (G04, #TIME) are also ignored.
Stop conditions
The execution of an CNC program can be stopped by internal and external influences.
Internal stop conditions are NC commands that are only finished after an user interaction, for example a programmmed stop (M00). With channel parameter P-CHAN-00183 stopping program execution by internal stop conditions can be avoided.
At external stop conditions the user itself causes a stop in CNC program excution, for example by setting a feedhold command via the PLC interface or by not acknowledging an technology function.
External stop conditions are still effective and have to be handled by the user in such a way, the the CNC program execution is not stopped.
Sample grid
The grid for the sample points can be parameterized by specifying a maximum sample point distance or by giving a maximum path error for secants.
The destination point of error NC block is reported in any case.
Usage
The simulated contour visualization can be used for following applications:
- “Syntax check” with usage of the whole CNC channel. As difference to the execution mode = syntax check during the contour visualization all modules of the CNC channel are active. Just the position controller commands no axis movements. Therefore, additional error can be detected as wrong tool radius compensation values of moving above software limit switches.
- Visualization of the CNC program.
 | After any error in simulation the user cannot continue as in syntax check mode [Syntaxcheck].After any error the user has to execute a channel reset. The program can be restarted afterwards. |