Acceleration profiles
The choice of acceleration profile defines the speed on the programmed contour while keeping to the specified permissible speed, acceleration and jerk values. The following modes are available:
- Abrupt acceleration profile with limiting of the acceleration, but without jerk limiting
- Trapezoidal acceleration profile with jerk limiting
- Sine-square acceleration profile with jerk limiting
Depending on the acceleration profile, the acceleration is as shown below:
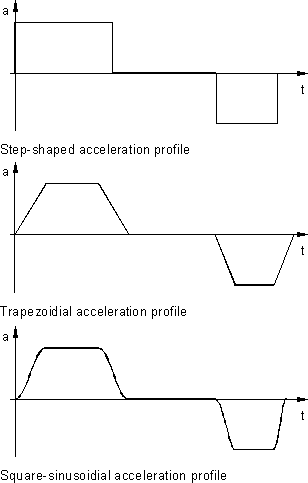 Fig.1: Contouring acceleration profiles
Fig.1: Contouring acceleration profilesThe NC controller calculates the travel distance to be output in the current cycle for the programmed path based on the distance information and the speed inputs in the NC program as well as the dynamic characteristics of the machine axes. Planning of the resulting speed profile extends over several blocks and makes sure that stopping is always possible (Look Ahead).
Parameterization
Choosing the default acceleration profile
In the channel parameter lists [CHAN], the default acceleration profile is selected with the parameter P-CHAN-00071. The default acceleration profile is active if no other profile is selected within the NC program.
Example: excerpt from the channel parameter list
prog_start.slope.profile 0If required, the acceleration profile can be modified for this channel in the NC program by means of the modal active #SET SLOPE PROFIL command [PROG].
Example: excerpt from the NC program
N20 #SET SLOPE PROFIL[1]
N30 G01 G90 X10 Y10 F5000Motion blocks after block number N20 are run with a trapezoidal acceleration profile.
Independent axes
For independent axes, the parameters of the acceleration profile can be defined in the NC program by means of the SLOPE_PROFIL key word within the axis-specific programming command [PROG - independent axes].