Jerk limited HSC - acceleration profile
This profile can be activated for path movement and offers advantages when NC program has short blocks. In this case the acceleration must be increased and decreased over a series of short blocks.
The Parameterization of the acceleration with feed blocks is identical with the standard jerk limited profile setting, but it wouldn´t be a very good idea to use different acceleration and deceleration values with HSC processing.
The setting of profile parameters for rapid movement and feedhold corresponds to parameter setting of standard jerk limited profile.
There are differences in effectiveness of ramp time parameters for feed movement.
The ramp time in this case is the maximum of the parameters P-AXIS-00195, P-AXIS-00196, P-AXIS-00197and P-AXIS-00198. So increasing and decreasing time of acceleration and deceleration are identical.
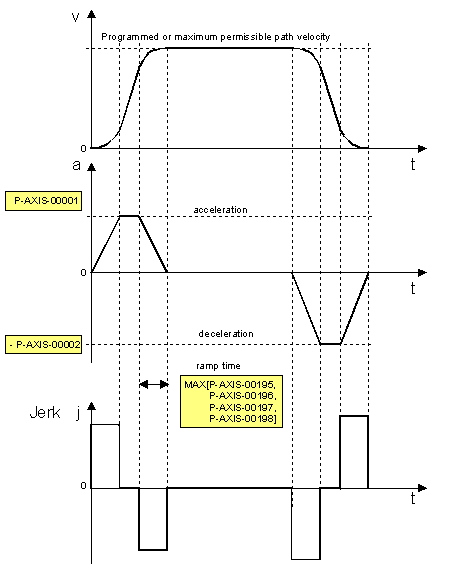 Fig.5: Parameters with HSC jerk limitation and feed block
Fig.5: Parameters with HSC jerk limitation and feed blockDetermining the ramp time and optimization
When the maximum permissible acceleration and the maximum permissible jerk are specified, the ramp time can be determined in accordance with the following equation:

where tr: ramp time, j: permissible jerk, a: permissible acceleration
Example: a: 1000mm/s2, j: 20m/s3
getriebe[0].slope_profil.a_grenz 1000
getriebe[0].slope_profil.tr_grenz 50000The following check is recommended if the dynamics of the CNC axes are set to the drive dynamics, and the drives are operated far beneath the respectively permissible acceleration limits during positioning by the CNC.
In certain circumstances, the settings for the jerk-limited acceleration profile can be optimized depending on the maximum axis speed in the case of feed rate blocks (P-AXIS-00212) or the axis speed in the case of G00 (P-AXIS-00209).
The ramp time must be kept as low as possible because it has an impact on the positioning times.
The product of the ramp time and the acceleration results in the speed difference that is needed to ensure that the acceleration can be built up fully. If this is not the case, parameter correction is possible, taking (1) into account.
Example:
getriebe[0].vb_eilgang 100000
getriebe[0].slope_profil.a_grenz 5000
getriebe[0].slope_profil.tr_grenz 100000The parameters stated result in the speed difference d_v = 500 000μm/s. Therefore, the rapid traversing acceleration can never be built up at all with the specified parameterization of the rapid traversing speed. Provided the rapid traversing speed cannot be increased and the maximum jerk is to be retained, it is advisable to simultaneously reduce the acceleration and the ramp time.
With an unchanged rapid traversing speed, we arrive at:
getriebe[0].slope_profil.a_grenz 2200
getriebe[0].slope_profil.tr_grenz 45000If the jerk can be increased, it is advisable to reduce the ramp time alone.
getriebe[0].slope_profil.a_grenz 5000
getriebe[0].slope_profil.tr_grenz 20000(1) The reduction of the axis acceleration has an influence on the maximum possible contouring speed at non-tangential block transitions and curved contours such as the circle or polynomial.