Beschreibung der verschiedenen Glättungsverfahren
In CAD/CAM Systemen wird das originale Flächenmodell durch einen Algorithmus mit Fehlertoleranz abgetastet. Die Aufgabe der NC besteht darin, diesem Stützpunktverlauf mit hoher Geschwindigkeit zu folgen. Bei Verwendung von CAD/CAM Systemen wird das NC Programm über das Abtasten der vom Anwender generierten ursprünglichen Kontur erzeugt. Abhängig vom CAD/CAM System werden dann Linear- und Zirkularsätze generiert. Es entstehen dabei häufig kurze Sätze im Bereich von wenigen mm bis hinunter zu 1/1000 mm.
Die untere Abbildung zeigt beispielhaft den Linienzug einer Werkzeugspur:
Jeder Stützpunkt repräsentiert einen NC-Satz.

Abhängig von der Werkstückart beschreibt die Kontur dabei entweder einen relativ harmonischen Verlauf (nicht prismatisch), oder die Kontur enthält Ecken oder Kanten, die als solche auch im Werkstück erhalten und erkennbar sein müssen.
Nur bei harmonischem Stützpunktverlauf des generierten NC-Programms lässt sich eine ausreichend hohe Bahngeschwindigkeit erreichen. Große Schwankungen der Satzfahrwege können zu stark schwankende Vorschubprofile führen. Dies kann sich auch negativ auf die Bearbeitungsgenauigkeit auswirken.
Unregelmäßige Verteilungen von Stützpunkten werden am besten über ein stark glättendes Verfahren wie das Surface-Verfahren interpoliert. Besser ist jedoch der Einsatz einer geeigneten Filterfunktion im CAD/CAM-System, da nur dieses System Informationen über die Urkontur besitzt.
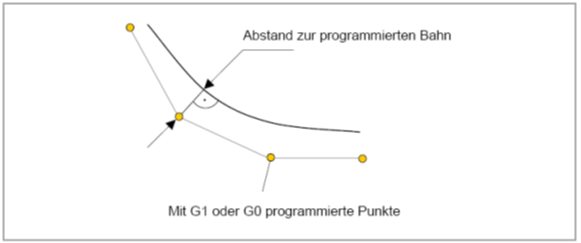
In allen Verfahren zur Konturglättung wird die Fehlertoleranz für Hauptachsen, welche die Vorschubgruppe bilden, mit dem Schlüsselwort PATH_DEV in Millimetern festgelegt. Bei mehr als 3 Achsen gibt man zusätzlich die Toleranz der Winkelachsen in Grad nach dem Schlüsselwort TRACK_DEV an.