Einfügen von Fasen und Radien (G301/G302)
G301 Einfügen von Fasen (Beide Funktionen sind einmalig zwischenG302 Einfügen von Radien zwei Verfahrsätzen wirksam.)"Eckenrunden" ist das Einfügen eines an zwei Nachbar-Konturelementen tangential übergehenden Kreisbogens mit angegebenem Radius. Unter "Fasen" ist das Einfügen einer Geraden mit gleichem Neigungswinkel zu den Nachbar-Konturelementen zu verstehen.
Zum Eckenrunden wird die Funktion G302, zum Fasen die Funktion G301 zur Verfügung gestellt. Diese Funktionen sind satzweise wirksam und erzeugen genau ein Einfüge-konturelement (Kreisbogen bzw. Gerade). G302- bzw. G301-Sätze dürfen nur zwischen Sätzen mit wirksamer G-Funktion der Gruppe "a", d.h. G00, G01, G02/G03 ohne G05, geschrieben werden. Ein im selben NC-Satz programmiertes I-Wort definiert die Radiusgröße bzw. die Fasenbreite des Einfüge-Elementes. Das I-Wort bleibt gespeichert wirksam, d.h. bei folgendem G302/G301 mit gleichem Radius bzw. gleicher Fasenlänge muß das I-Wort nicht mehr programmiert zu werden. Bei erstmaliger Programmierung von G301/G302 muß im NC-Satz ein I-Wort ungleich Null programmiert werden, sonst wird eine Fehlermeldung erzeugt (Fehler, der zum Abbruch der Decodierung führt).
Wirksamkeit des Vorschubes bei G301/G302:
- Geht G00 (Eilgang) voraus, so wird der Kreisbogen ebenfalls mit maximal möglicher Geschwindigkeit gefahren.
- Geht G01/G02/G03 voraus, so gilt der programmierte Vorschub.
- Im Satz mit G301/G302 darf auch ein Vorschub angegeben werden.
- Bei wirksamem G11 und G41/G42 wird der Vorschub auch angepasst.
Programmierbeispiel
Fasen: 90 Grad Ecke mit 2 Geraden (für eine Fase 20x45 Grad wird I=20 angegeben)
N100 G00 G91 X100 Y0 F200
N110 G01 Y100
N120 G301 I20
N130 X-60
N140 G00 G90 X0 Y0 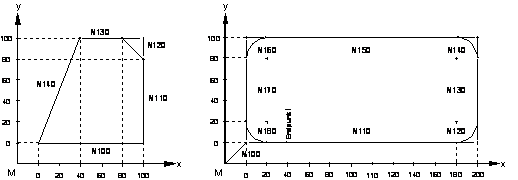
Eckenrunden: Rechtecktasche mit Eckenradius 20 mm, 200 mm lang, 100 mm breit.
N100 G00 G42 X0 Y0 F200
N110 G01 G11 X200
N120 G302 I20 F150
N130 Y100 F200
N140 G302 F150
N150 X0 F200
N160 G302 F150
N170 Y0 F200
N180 G302 F150
N190 G10 X40 F200 Die Fase bzw. der Radius wird immer in der Ebene eingefügt, in der der zweite Bewegungssatz programmiert ist.
Beispiel A: | Beispiel B: |
|---|---|
N100 G18 X20
| N100 G18 X20
|
Beispiel A und B liefern beide das gleiche Ergebnis, Überschleifen in der Y-Z-Ebene.