Mode 1 – Request via index
 | This mode is available as of CNC Build V3.1.3105.01. |
To use Mode 1, a suitable value must be set for the parameter P-STUP-00033.
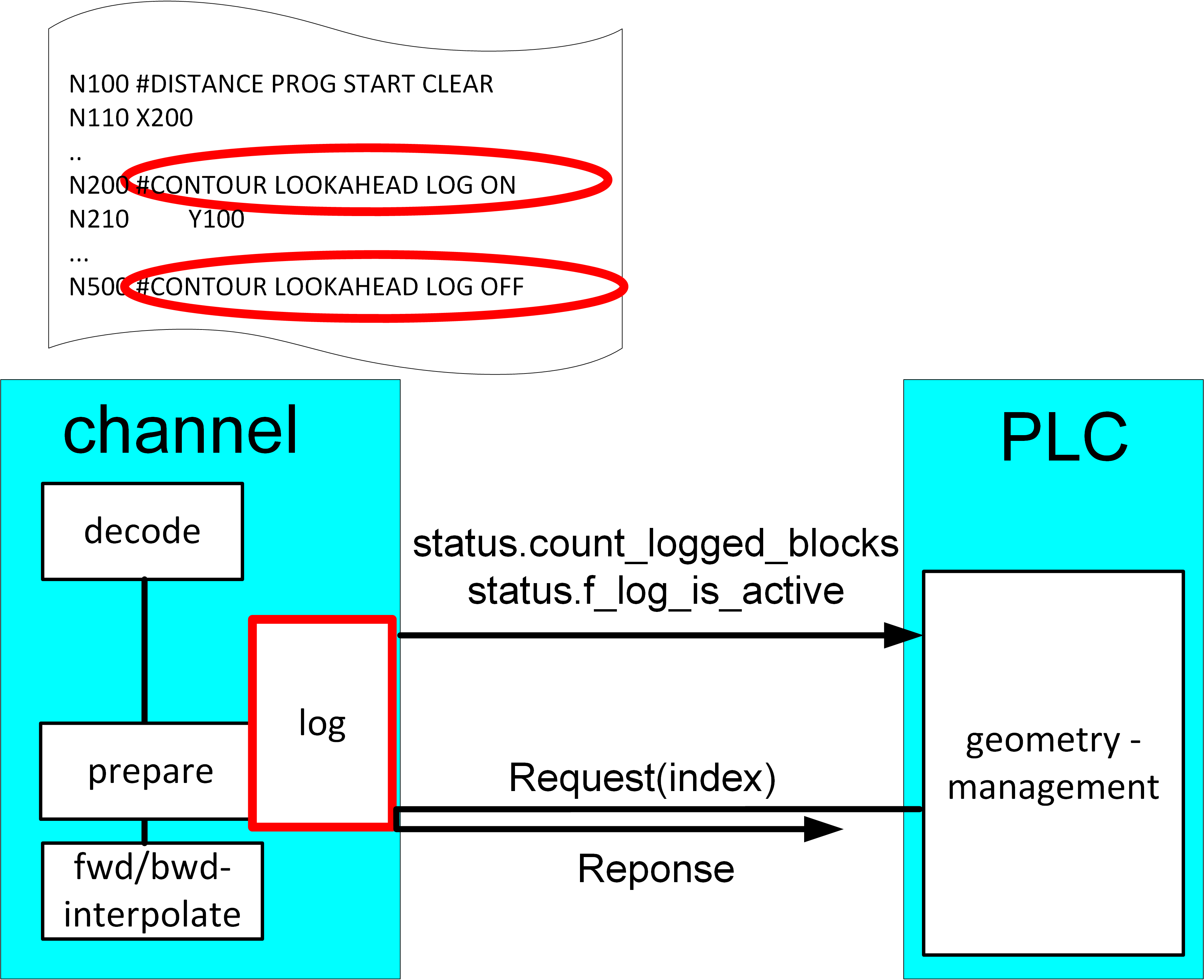
In this mode, the PLC reads the look-ahead buffer of NC blocks of the CNC previously marked with the command #CONTOUR LOOKAHEAD LOG ON/OFF.
The information is provided before these blocks are actually executed. The PLC can set synchronisation with any stop conditions (e.g. M functions) to ensure that the PLC has all the necessary data.
The command #CONTOUR LOOKAHEAD LOG [PARAM=<val>] is used to provide the PLC with an additional parameter value within a flagged area.
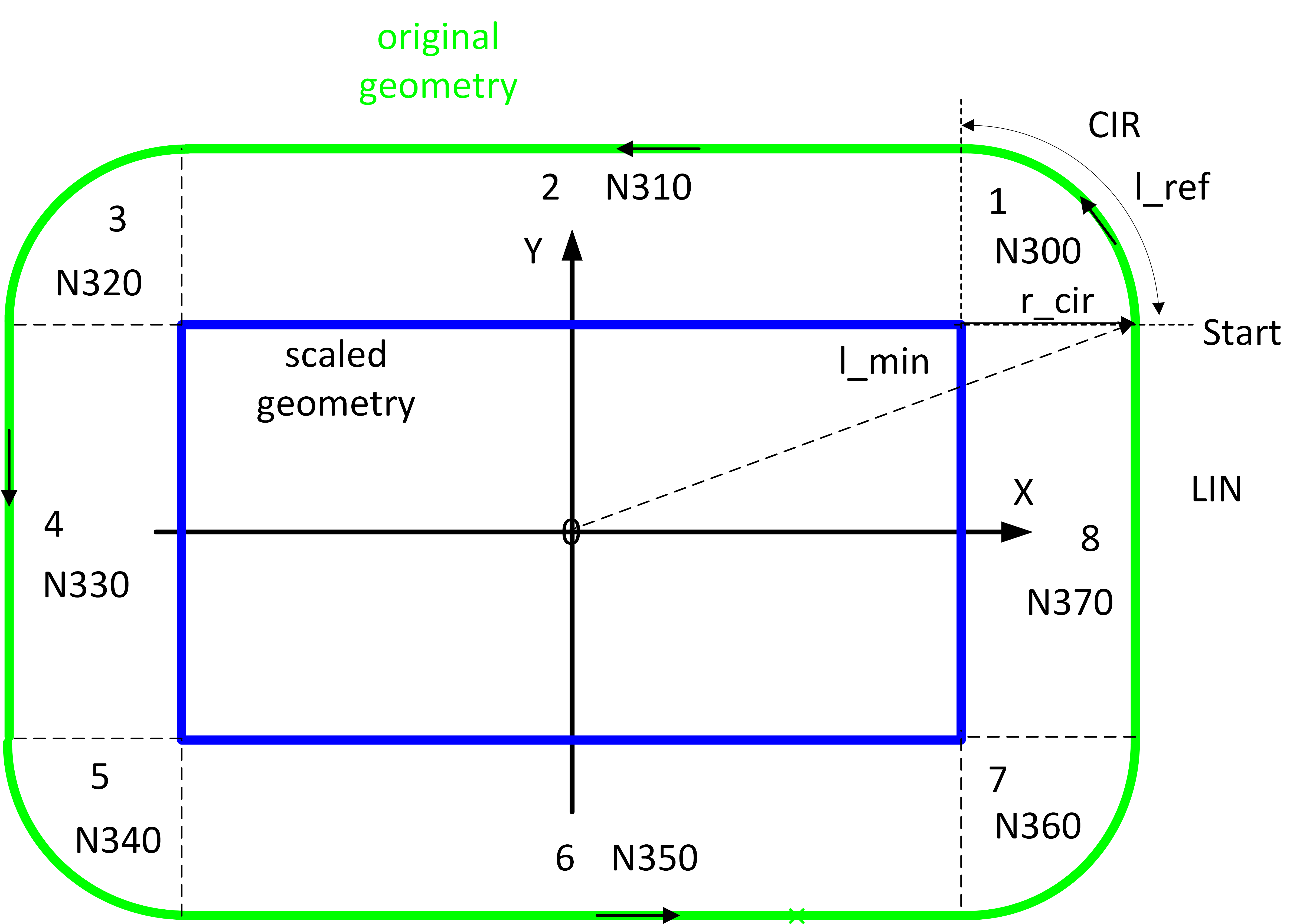
| In index mode, the individual elements can be requested multiple times, including backward motion on the path. The elements starting from the specified index are always output to the end. |