Programming
#VIB GUARD [ON | OFF] [MODE=.. FREQ=.. DAMPING=.. AX_DEV=.. ACC_FACT=.. ] | modal |
ON | Activate Vibration Guard. |
OFF | Deactivate Vibration Guard. |
MODE=.. | Specify Vibration Guard mode. (see P-AXIS-00571) |
FREQ=.. | Natural frequency of the machine [Hz] (see P-AXIS-00589) |
DAMPING=.. | Damping factor for machine natural frequency (see P-AXIS-00568) |
AX_DEV=.. | Specify the tolerance for tolerance monitoring in [mm, inch *] |
ACC_FACT=.. | Increase the path velocity at block transitions with the Vibration Guard activated. The greater the value setting, the less the velocity is reduced at the block transition. The condition here is the correct setting of P-AXIS-00013 (a_trans_weight) of the axes: Value range: 1.0 to 10.0 Default value: 1.0 |
 | Tolerance monitoring can only be activated in the NC program. |
Tolerance monitoring is programmed with the parameter AX_DEV which ensures that contour deviations for each axis remain within the tolerance specified in AX_DEV. Tolerance monitoring can only be configured and activated in the NC program. This takes place by specifying the AX_DEV parameter.
If the AX_DEV parameter is not specified in the NC command, tolerance monitoring is again deactivated. Tolerance monitoring in only activated if a corresponding tolerance was specified.
Tolerance monitoring always monitors all axes and therefore only global control is possible in the NC program.
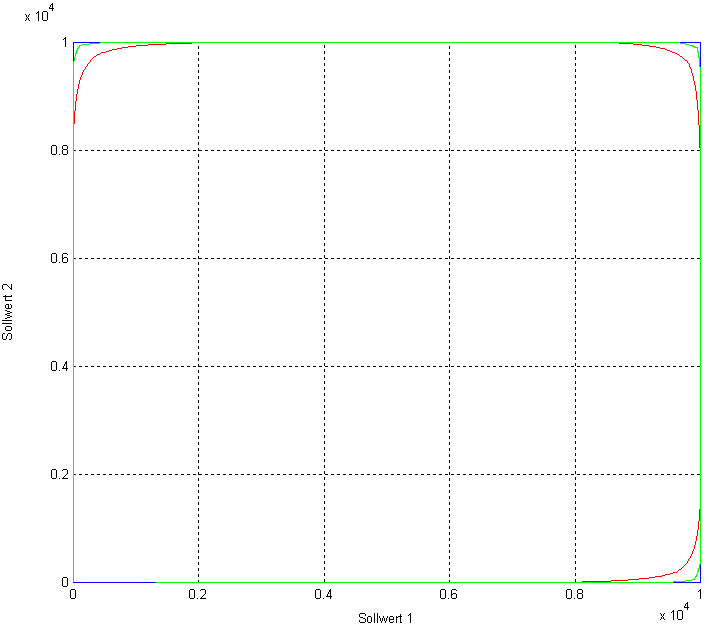
Programming Example
Program 90° corners – with and without tolerance monitoring
The contour is traversed 3 times:
- with Vibration Guard and tolerance monitoring.
- with only Vibration Guard and
- finally without Vibration Guard activated as reference.