Tool radius compensation (TRC) allows programming of the workpiece contour independently of tool geometry. If TRC is selected (G41, G42), a tool path equidistant from this programmed tool contour is calculated at distance "tool radius".
Tool radius compensation acts in the plane selected with G17, G18 or G19. The tool compensation values used are the tool compensation synchronisation modes stored under the D words (see Tool geometry compensation).
Tool radius can also be changed when TRC is active by selecting a new D word or writing the variable V.G.WZ_AKT.R.
When a negative tool radius is used, the selection side of the TRC is changed automatically.
Mode of operation and terms of tool radius compensation
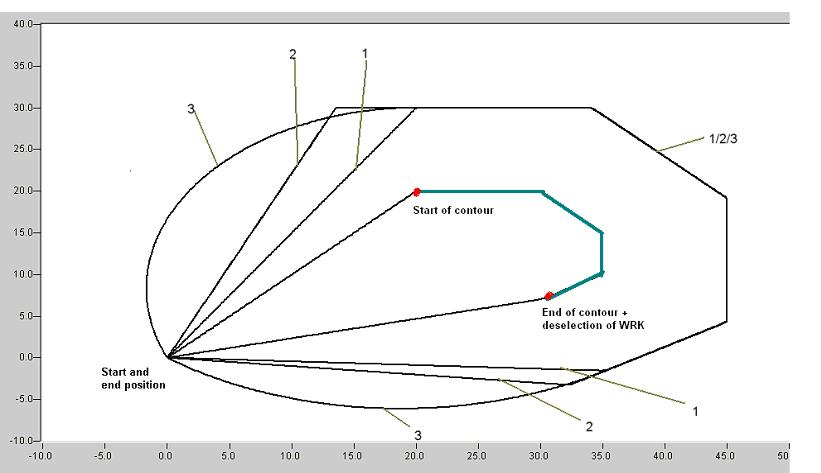
Outside corners must be bypassed if tool radius compensation is selected. For this purpose, tool radius compensation inserts transition blocks. Use G25 and G26 to select between linear block insertion and circular block insertion.
G25
Linear transition
(modal, initial state)
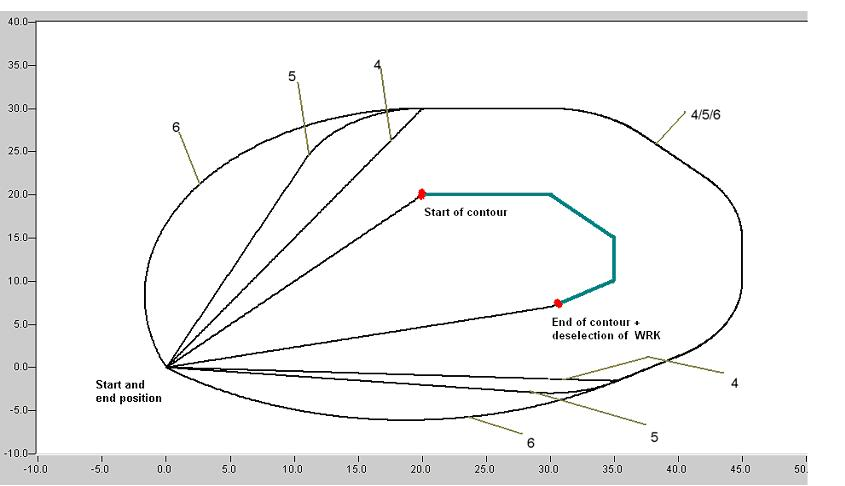
G26
Circular transition
(modal)
Programming Example
Example 1
G138
G139
G05
G25
Path 1
Path 2
Path 3
%WZKG25 (Contour for G25)
N1 G00 G90 T1 D1 X0 Y0 Z0 G17
(Display of contour)
N15 G01 X20 Y20 F1000
N20 G91
N25 G1 X10
N30 X5 Y-5
N35 Y-5
N40 X-5 Y-3
N45 G01 G90 X0 Y0 F1000
(Path 1)
N100 G138 G41 (Select directly and TRC left of contour)
N105 G01 X20 Y20 F1000 (Required compensation motion after G41)
N110 G25 (G25 linear transitions)
N115 G1 G91 X10
N120 X5 Y-5
N125 Y-5
N130 X-5 Y-3
N135 G138 G40 (Deselect directly and deselect TRC)
N600 G05 G41 (Tangential selection and TRC left of contour)
N605 G01 X20 Y20 F1000 (Required compensation motion after G41)
N610 G26 (G26 Circular transitions)
N615 G1 G91X10
N620 X5 Y-5
N625 Y-5
N630 X-5 Y-3
N635 G05 G40 (Tangential deselection and deselect TRC)
N640 G01 X20 Y20 F1000 (Required compensation motion after G41)
N999 M30
Change tool data
Programming Example
Change tool data
:
N30 G0 D0 X0 Y0 Z0 G17 (X-Y plane)
N40 G0 D100 X10 Y10 (Select TLC)
N50 G1 Z0
N60 G0 Z100
N70 G41 (Select TRC with data block D100)
N80 G1 Z0
N90 G2 X10 Y10 I-15 (Full circle with radius 15)
N100 G0 Z100
N110 D2 Z200 (Other compensation data block, i.e.)
(other values for TLC and TRC)
N120 G1 Z0 (Compensating motion)
(motion of TLC takes place here)
N130 G1 X20 Y20 (Compensating motion of TRC)
N140 G02 X10 Y10 I-15 (TRC is now executed with data)
(block D2)
N150 G0 Z100
N160 G40 (Deselect TRC)
N170 X0
:
Dynamic change of tool radius:
Another option to change tool radius is to assign variables (see also Chap. 13). For example, this takes into consideration the wear and tear of grinding tools during motion blocks.