Velocities (F/E)
Syntax: | ||
F.. | Feedrate in the block | modal |
E.. | Feedrate at block end | non-modal |
With interpolation modes G1, G2, G3 or for G100, the programmed paths are traversed at the path velocity agreed in the F word. The F and E words are specified
- in [mm/min, m/min, inch/min] for translatory axes
- in [°/min] for rotary axes.
The F word is modal. Programming in mm/min or m/min can be configured with the channel parameter P-CHAN-00108.
The command G93 can also specify a machining time by the F word instead of a path velocity. The description in contained in the Section "G functions".
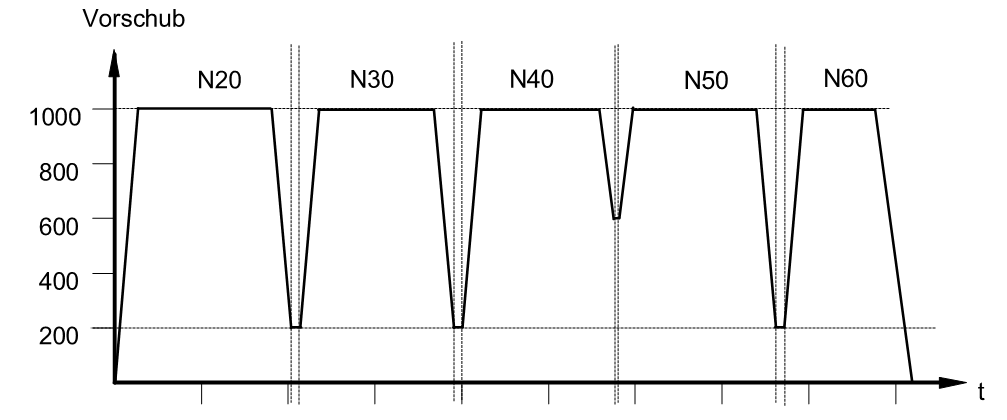
The path velocity at block end is programmed by the E word. The value is block-specific, i.e. non-modal. If the E word is not specified or the programmed value is greater than the F word, the E word is assigned the value of the F word
 | The E word is only effective in combination with G94. Due to active contour-changing functions such as G301, G302, G41, G42, G261, #HSC [OPMODE 1…], inserted contour elements adopt the E feedrate of the main blocks as the new F feedrate. For all other spline and HSC functions, it is recommended to avoid the use of the E feedrate. |
Values can be assigned to the F and E words either directly or for each parameter. In this case, decimal numbers are also permitted (REAL format).
| The PLC can also specify path feed externally and also weight it with the NC command #FF. |
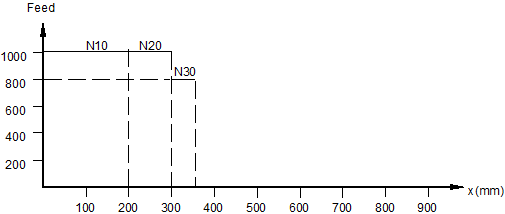
Programming Example
Velocities (F-, E-)
Programming Example
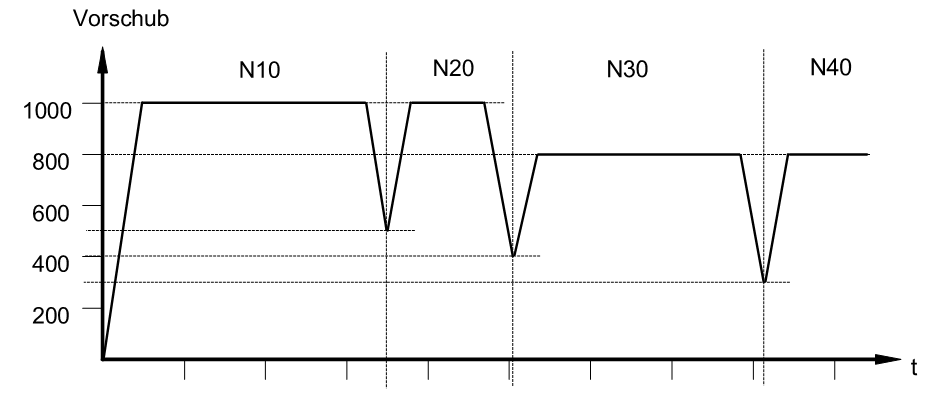
Programming Example