Manual operation mode
The manual mode function permits the external control of individual axes with physical elements of manual mode (handwheel, continuous jog buttons) via the HLI.
The following three options are available for axis motion:
- Handwheel function: : any path at any velocity by specifying handwheel increments.
- Cont. jog mode: any path at defined velocity when a button is operated.
- Incr. jog mode: defined path at defined velocity when a button is operated.
It is possible to assign the manual mode elements to one single or multiple axis and to change the parametrisation (e.g. the incremental jogging distance) during operation. The control element is assigned to the logical axes via the logical axis number. The diagram below shows as an example of an assignment of manual mode elements to CNC axes.

In manual mode, each axis can assume three different states:
- IDLE
- READY
- ENABLED
The following steps are required to used manual mode for an axis:
- Activating the READY state for axes
- Parametrising the manual mode type
- Activating manual mode (transition to ACTIVE state)
- Transferring control element actions (button presses, handwheel counter state) to the CNC.
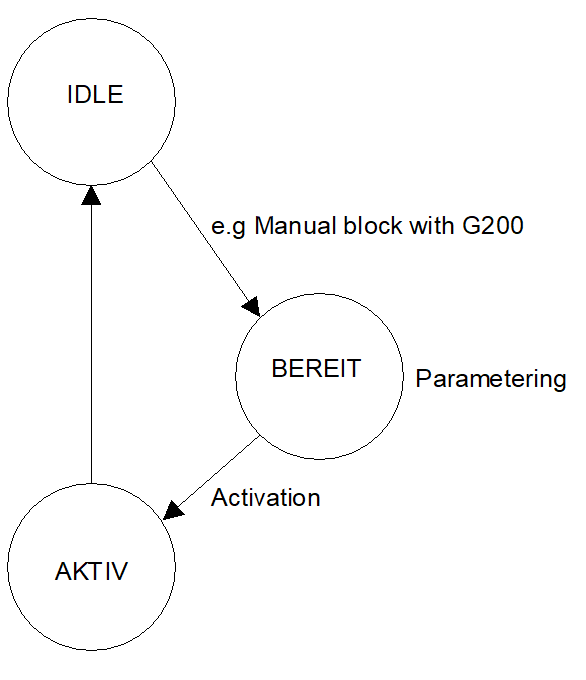
Transition to READY state
The transition to READY state can be executed by the following actions:
- Explicit switchover of operation mode via HLI or GUI
- Programming of G200/G201 in the NC program or manual block
The desired manual mode type can then be parameterised in the READY state. See also the section Parameterising manual mode
Transition to READY state
The axis transits to the ACTIVE state as soon as a control element was assigned. Details are contained in the section Activating control elements.
Transferring control element actions
In the ACTIVE state, control element actions can now be transferred to the CNC to move the axis.
Deselecting manual mode
The ACTIVE state of an axis is deselected when the axis is assigned to the control element 0 or If a reset was executed.
Information on the axis state regarding manual mode is contained in the structure HLI_HB_AXIS_DISPLAY_DATA (see Section Status information of manual mode).