Positioning without compensation motion(PTP)
 | The use of this feature requires the license for the extension package "Transformations". It is not included in the scope of the standard license. |
#PTP ON Selection of PTP motion control during active transformation (modal)
#PTP OFF Deselection of PTP motion control during active transformationA tool positioning and orientation after selection of kinematic transformation causes a compensation motion in the machine axes because the tool center point (TCP) is moved on the path. If this compensation motions are unwanted, with the above listed command a more time optimized motion can be executed.
For 5 axes machines the motion is based on the reference point of the tool head, - in contrast to the TCP the reference point is moving on a straight line with the programmed feed (F word) or rapid feed (see Fig. 105).
For non cartesian machine structures (e.g. robots, tripods) neither the TCP nor the reference point is moving on a straight line. The programmed feed (F word) or rapid feed is acting on the machine axes.
But at the end of the motion, it is ensured, that the TCP is on the programmed PCS target position.
The programming of the motion is identical to the PCS programming, the conversion of the PCS coordinates into MCS coordinates is executed by the control. The including of offsets and tool data is executed in the same manner like during active kinematic transformation. This is the main difference to the use of the command #WCS TO MCS.
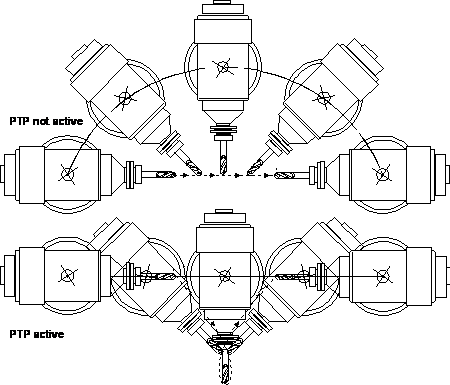 Fig.105: Trafo PTP movement control
Fig.105: Trafo PTP movement control | During active PTP motion control the selection/deselection of additional coordinate transformations (#(A)CS ON/OFF, #MCS ON/OFFetc.) is not allowed! |
Programming examples
N10 T1 D1 (Tool selection)
N20 G00 X-200 Y0 Z0 A90 (MCS start position)
N30 #TRAFO ON (RTCP selection, default kinematic)
(from [1]-25 is valid)
N40 #PTP ON (Trafo PTP motion ON)
N50 G00 X200 Y0 Z0 A-90 (PCS target position)
...
N180 #PTP OFF (Trafo PTP motion OFF)
N185 G01 X100 Y150 F5000
...
N500 #TRAFO OFF (RTCP deselection)
N999 M30 Example with automatic tool orientation:
N10 T1 D1 (Tool selection)
N20 #TRAFO ON (RTCP selection, default kinematic)
(from [1] -25 is valid)
N30 #TOOL ORI CS (Orientate tool, default kinematic)
(from [1]-25 is valid)
N40 #PTP ON (Trafo PTP motion ON)
N50.G00 X0 Y0 Z100 G90 (PCS start position)
...
N180 #PTP OFF (Trafo PTP motion OFF)
N185 G01 X100 Y150 F5000
...
N500 #TRAFO OFF (RTCP deselection)
N999 M30