Selection and deselection of TRC in tangential mode
During the direct selection/deselection mode of TRC, generally, a kink in the path contour arises at the time of commencement of machining. For angles greater than 180°, additionally the contour of the block, following the selected one and one before the deselection, gets damaged.
For avoiding this contour damages during direct selection/deselection mode, as also for minimizing the occurring jerk at the kink points on the path, the tangential entry and exiting offers help.
G05 must be programmed in conjunction with G40, G41, G42 in the same block. Out of this it will be derived whether a tangential transition should take place at the beginning or at the end of the contour.
From the momentary position, the next contour element G01, G02... is approached tangentially in a circle with programmed feedrate; where necessary, a feed matching should take place with G10/G11.
G05 in conjunction with G41 or G42 cause tangential entry at contour beginning, G05 with G40 under active G41/G42 a tangential exit at contour end. Thus, the selection/de-selection block is converted into a circular block.
The movement blocks triggered by the G05-function, during selection and deselection of the TRC, are demonstrated in Generation of compensation blocks. Totally, four courses are demonstrated, which emerge under similar programming through different starting points (P1,P1').
Selection in tangential mode
The selection point (AnP) is computed as applicable in the case of conventional direct calls. Based on the orientation of the first selected block and the position of the starting point, the direction of rotation of the circular-selection-block is specified. The circle center point (MP) emerges from the intersecting point of the center-perpendicular from starting point (P1 or P1') and selection point (AnP) and the straight-line starting point of the approaching block (P2) -selection point (AnP).
De-selection in tangential mode
The last corrected endpoint (AbP), herein after referred to as last selection point, is computed as in the case of the conventional direct de-selection mode. Considering the orientation of the last selected block and the position of the de-selection point (P4 or P4') the direction of rotation of the circular de-selection block is specified. The circular center point emerges from the intersection point of the center perpendiculars to the connecting line of the last selection point (AbP) and the de-selection point and the straight line. Last selection point (AbP) - last programmed point (P3) prior to the de-selection.
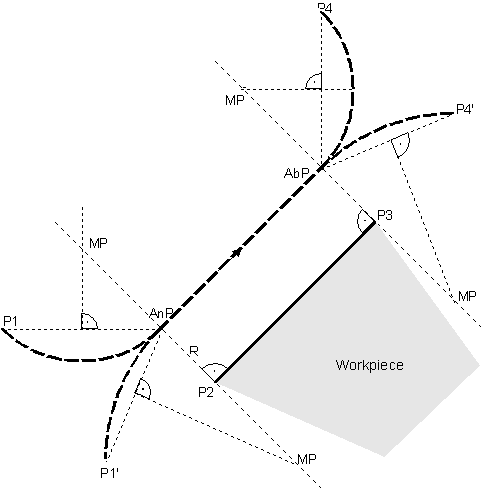 Fig.93: Selection and deselection of TRC in tangential mode
Fig.93: Selection and deselection of TRC in tangential mode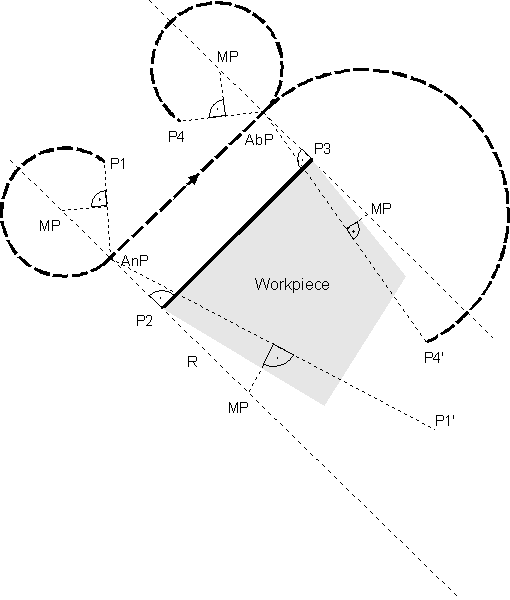 Fig.94: Selection and deselection of TRC in tangential mode
Fig.94: Selection and deselection of TRC in tangential mode