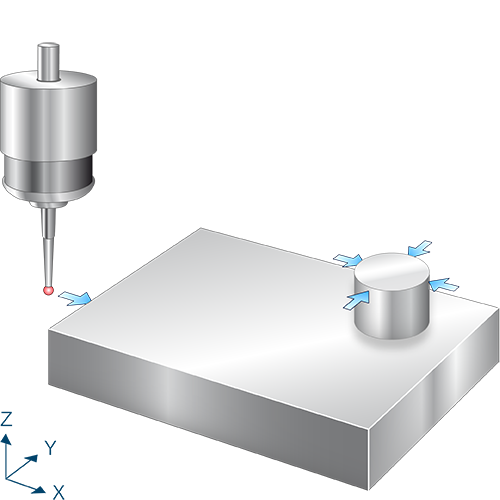
Winkelmessung zwischen Punkt in Y und Zapfen (C-Achse)
Der Mittelpunkt des Zapfens wird über 4 gemessene Punkte berechnet (siehe SysMeasWcs10) und darüber der Winkel zwischen der Bohrung und dem gemessene Punkt in Y (siehe SysMeasWcs2) in Bezug zur X-Achse berechnet.
Der Messtaster muss manuell oder im Automatikbetrieb vor der gewünschten Fläche über dem Werkstück positioniert werden, bevor man den Zyklus startet.
Ist keine C-Achse konfiguriert, so muss der Zyklus ohne Übergabe von @P7 aufgerufen werden. Die Verdrehung in C kann dann manuell durch Auswertung der Ausgabevariablen im Post-Programm in die entsprechende Nullpunktverschiebung übertragen werden.
Der Sollwinkel (@P12) beschreibt den gewünschten bzw. zu erreichenden Winkel. Zur Bestimmung des Ausgabewinkel (V.CYC.SysRetC) wird der Sollwinkel (@P12) mit dem ermittelten C-Wert verrechnet: Ermittelter C-Wert - @P12 = Ausgabewinkel (V.CYC.SysRetC). Beispiel 1: Ermittelter C-Wert = 45 Grad, @P12 = 45 Grad, Ausgabewinkel (V.CYC.SysRetC) = 0 Beispiel 2: Ermittelter C-Wert = 45 Grad, @P12 = 0 Grad, Ausgabewinkel (V.CYC.SysRetC) = 45
Für korrekte Messergebnisse müssen die Voraussetzungen beim Messen eingehalten werden.