Programmierung
#VIB GUARD [ON | OFF] [MODE=.. FREQ=.. DAMPING=.. AX_DEV=.. ACC_FACT=.. ] | modal |
ON | Vibration Guard aktivieren. |
OFF | Vibration Guard deaktivieren. |
MODE=.. | Angabe des Modus des Vibration Guard. (siehe P-AXIS-00571) |
FREQ=.. | Eigenfrequenz der Maschine [Hz] (siehe P-AXIS-00589) |
DAMPING=.. | Dämpfungsmaß für Eigenfrequenz der Maschine (siehe P-AXIS-00568) |
AX_DEV=.. | Angabe der Toleranz für Toleranzüberwachung in [mm, inch *] |
ACC_FACT=.. | Erhöhen der Bahngeschwindigkeit an Satzübergängen bei aktivem Vibration Guard. Je größer der Wert eingestellt wird, desto weniger wird die Geschwindigkeit am Satzübergang reduziert. Voraussetzung ist die korrekte Einstellung P-AXIS-00013 (a_trans_weight) der Achsen: Wertebereich: 1.0 bis 10.0 Standardwert: 1.0 |
 | Die Toleranzüberwachung kann nur im NC-Programm aktiviert werden. |
Mit dem Parameter AX_DEV wird die Toleranzüberwachung programmiert, welche sicherstellt, dass die Konturabweichungen achsweise innerhalb der durch AX_DEV vorgegebenen Toleranz bleiben. Die Toleranzüberwachung kann nur über das NC-Programm konfiguriert und dadurch gleichzeitig aktiviert werden. Dies geschieht über die Angabe des AX_DEV-Parameters.
Durch die Nichtangabe des AX_DEV-Parameters im NC-Befehl wird die Toleranzüberwachung wieder deaktiviert. Die Toleranzüberwachung ist nur aktiv, wenn auch eine entsprechende Toleranz vorgegeben wurde.
Die Toleranzüberwachung überwacht immer alle Achsen und kann daher nur global über das NC-Programm gesteuert werden.
Programmierbeispiel
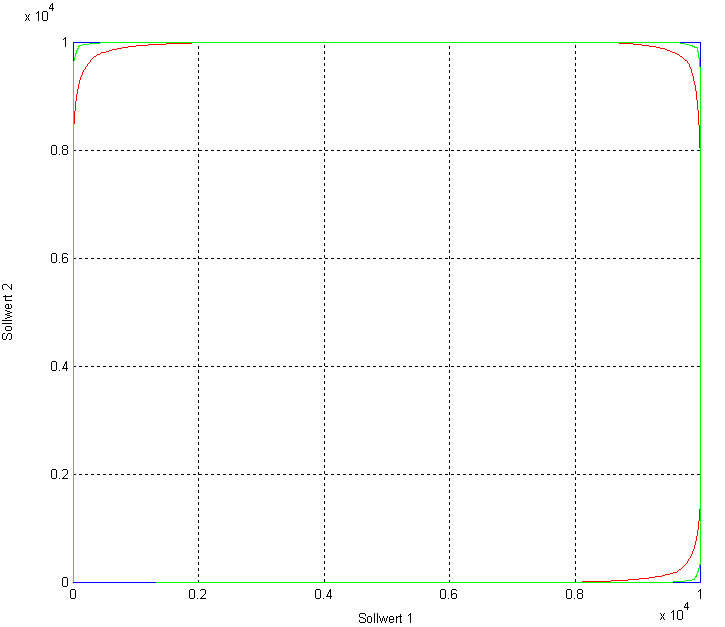
Programm 90°-Ecken – mit und ohne Toleranzüberwachung
Die Kontur wird 3x gefahren:
- mit Vibration Guard und Toleranzüberwachung,
- nur mit Vibration Guard und
- abschließend als Referenz ohne aktivierten Vibration Guard.