Programmierung
Die Programmierung der Geschwindigkeitsglättung im NC-Programm wird über den #LAH-Befehl durchgeführt. Mit diesem NC-Befehl kann die Geschwindigkeitsglättung aktiviert/ deaktiviert sowie die Parametrierung bei aktivem NC-Programm geändert werden.
Syntax: | |
#LAH [SMOOTH_PATH_VEL =.. PROD_FACT =.. ] | nicht modal |
SMOOTH_PATH_VEL=.. | Geschwindigkeitsglättung deaktivieren/aktivieren: 0: Geschwindigkeitsglättung nicht aktiv 1: Geschwindigkeitsglättung aktiv |
PROD_FACT=.. | Produktivitätsfaktor in % |
Hinweis | |
Bei Aktivierung der Geschwindigkeitsglättung und bei Änderung des Produktivitätsfaktors müssen immer beide Schlüsselworte programmiert werden. Fehlt eine Angabe, wird der Fehler ID 21104 ausgegeben. |
Programmierbeispiel
Programmierbeispiel Geschwindigkeitsglättung
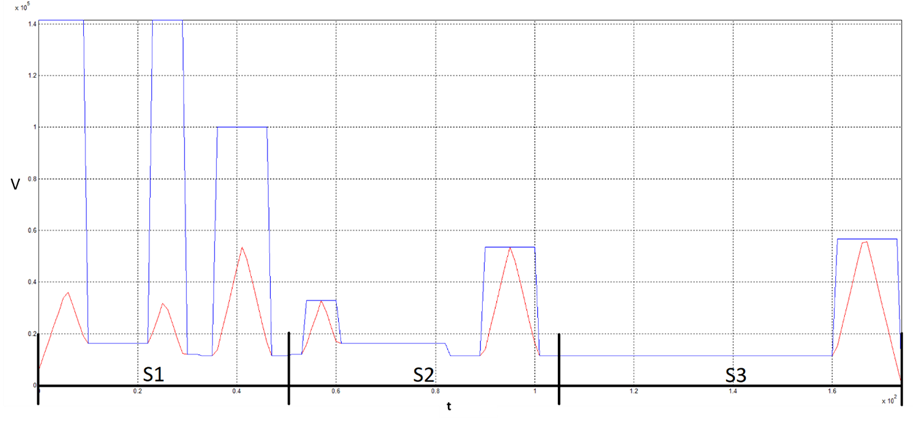
Das Programmierbeispiel zeigt ein einfaches NC-Programm, bei welchem eine Linearsatz-Sequenz 3x durchlaufen wird.
- Durchlauf 1 (S1): ohne Geschwindigkeitsglättung
- Durchlauf 2 (S2): mit aktiver Geschwindigkeitsglättung 90%
- Durchlauf 3 (S3): Änderung der Parametrierung der Geschwindigkeitsglättung auf 50% und anschließender Deaktiverung der Geschwindigkeitsglättung.
Blau: zulässige maximale Bahngeschwindigkeit
Rot: aktuelle Bahngeschwindigkeit