Konturzugprogrammierung (#ANG)
In technischen Zeichnungen werden einfache Konturen (z.B. von Drehteilen) häufig mit Hilfe von Winkeln und einzelnen Positionsangaben beschrieben. Mit der Konturzugprogrammierung kann diese Bemaßung schnell und direkt in ein NC-Programm übernommen werden.
Konturzüge liegen in einer Ebene (G17, G18, G19) und beschreiben in Form von Geraden eine andere Art der Programmierung von Linearsätzen.
Konturzugprogrammierung bei aktiver Zirkularinterpolation führt zur Ausgabe einer Fehlermeldung.
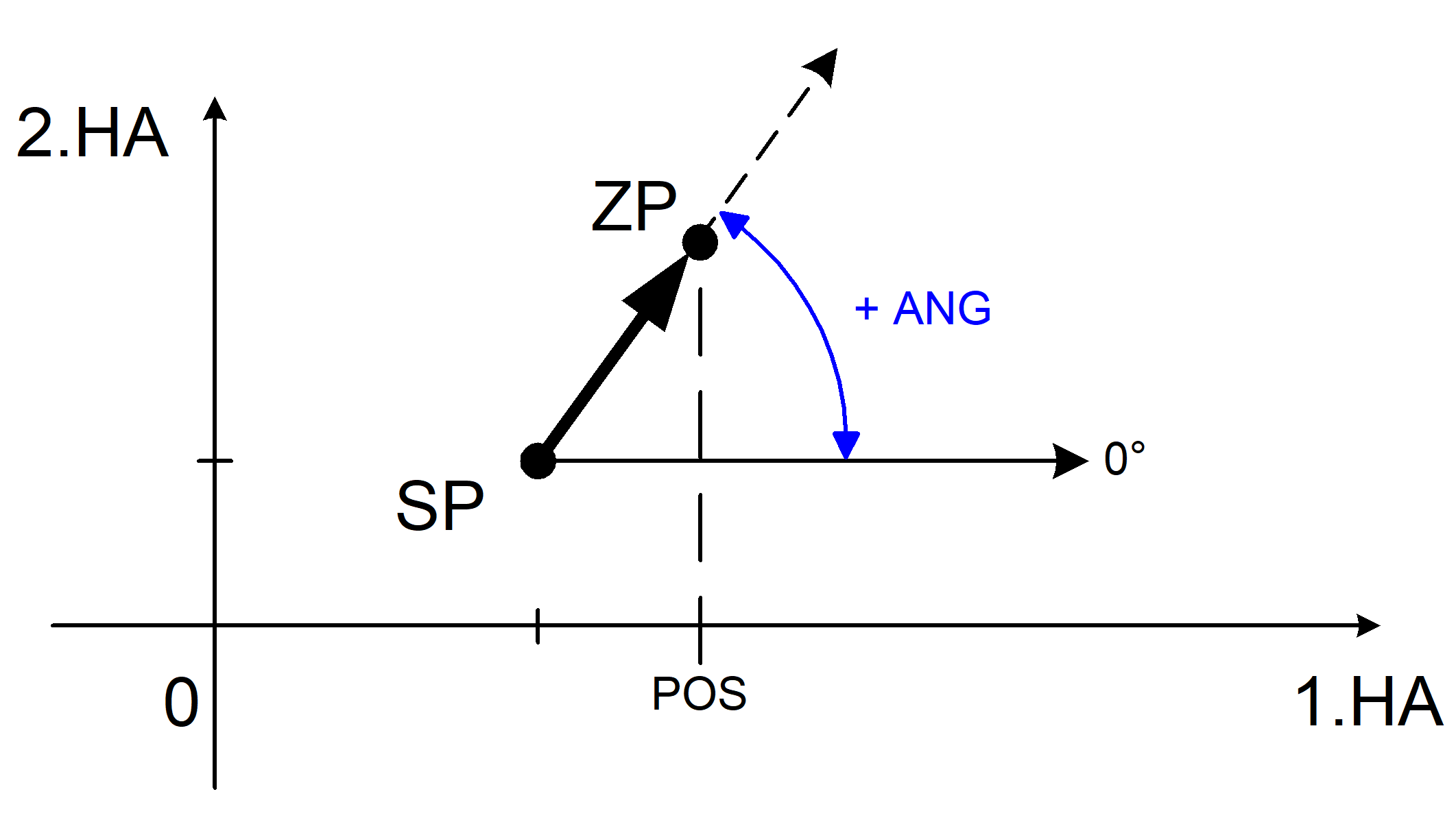
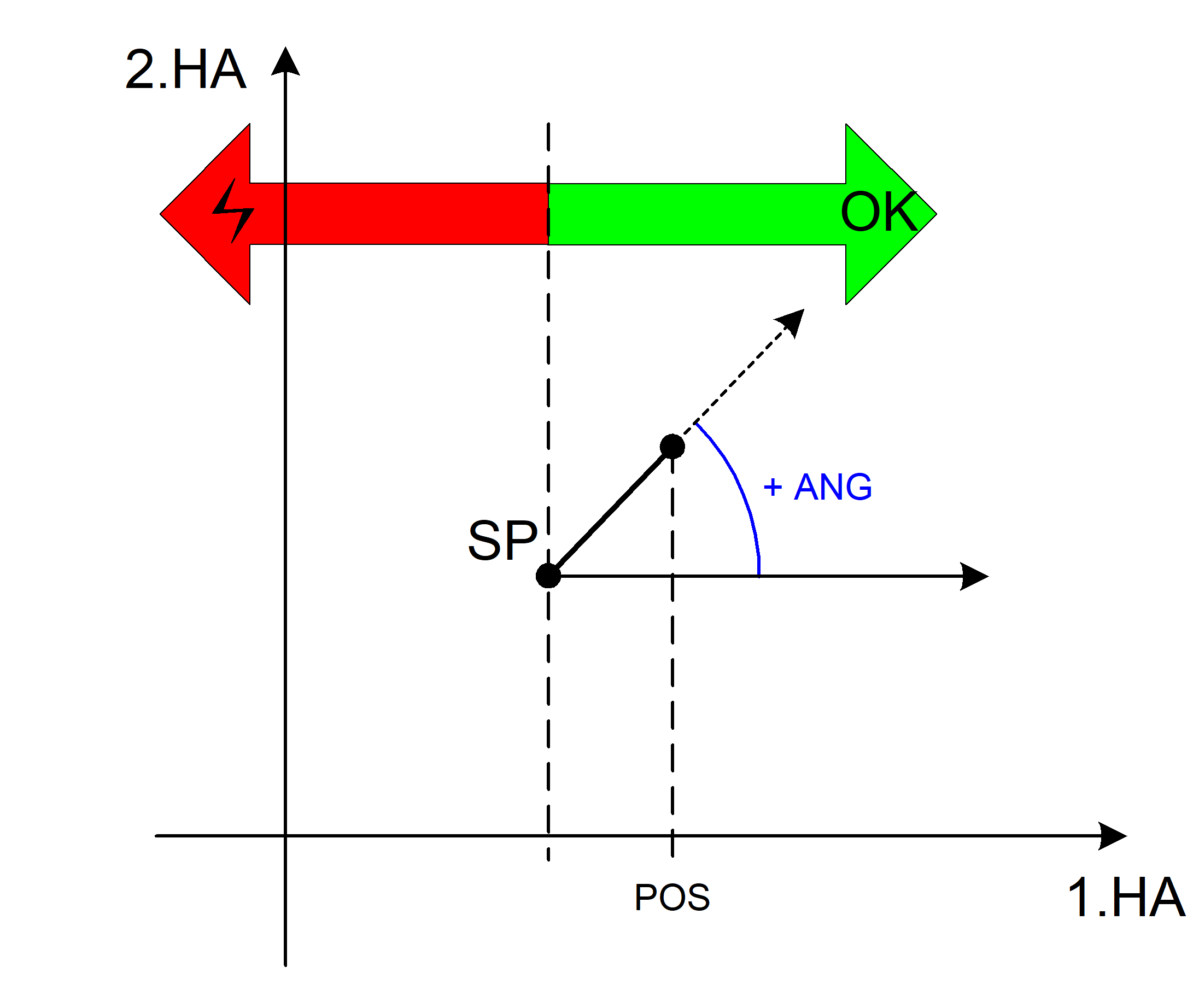
Konturzug, bestehend aus einer Geraden
Ausgehend von einem Startpunkt (SP) beschreibt ein Konturzug den Linearsatz durch:
- Angabe eines Winkels (ANG)
- und einer Koordinate (POS) des Zielpunktes (ZP).
Die unbekannte zweite Koordinate des Zielpunktes wird von der Steuerung über den Winkel und die programmierte Koordinate berechnet. Es spielt keine Rolle, welche der beiden Koordinaten der Zielposition angegeben wird. Üblicherweise ist dies abhängig von der Bemaßung in der vorliegenden Zeichnung.
Syntaxbeispiel für Ebene G17: | |
#ANG=.. X.. | Y.. | modal |
#ANG=.. | Winkel im Bezug auf die erste Hauptachse der aktiven Ebene in [°] |
X.. | Koordinate des Zielpunktes in der ersten Hauptachse in [mm, inch] |
Y.. | Koordinate des Zielpunktes in der zweiten Hauptachse in [mm, inch] |
Konturzug mit Koordinate in der ersten Hauptachse
Programmierbeispiel
Konturzug in G17 mit Zielkoordinate in X
Konturzug mit Koordinate in der zweiten Hauptachse
Programmierbeispiel
Konturzug in G17 mit Zielkoordinate in Y
Seitenumbruch
Gültigkeitsprüfung des Zielpunkts:
Bei der Ermittlung des vollständigen Zielpunktes wird geprüft, ob die programmierte Koordinate (POS) des Zielpunktes mit dem angegebenen Winkel erreicht werden kann. Wenn der Zielpunkt mit dem angegebenen Winkel nicht erreicht werden kann, dann wird eine Fehlermeldung ausgegeben.
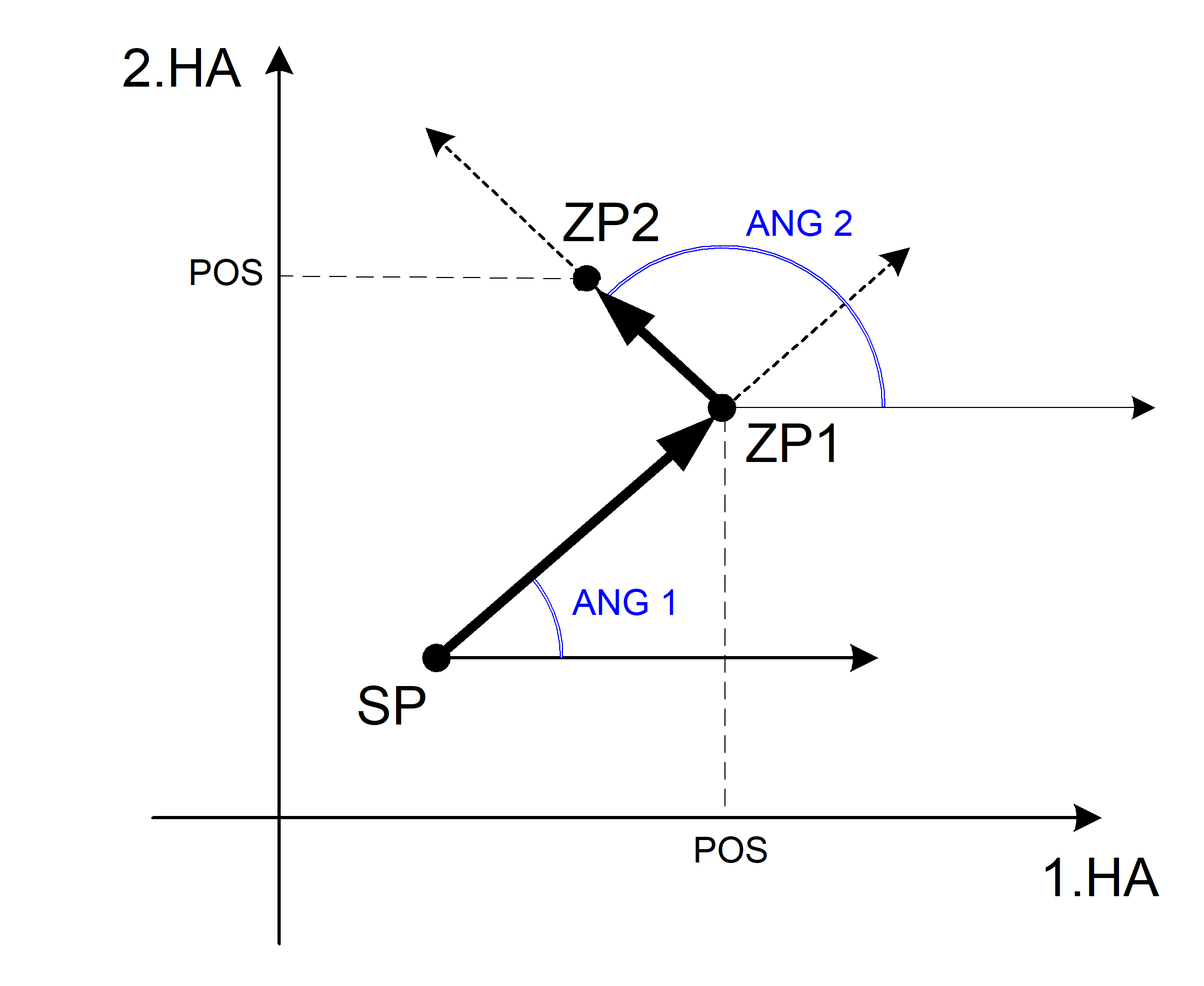
Konturzug, bestehend aus 2 Geraden
Ein Konturzug, bestehend aus 2 Geraden, kann in verschiedenen Kombinationen von Winkeln und Zielkoordinaten programmiert werden. Die entsprechenden Regeln sind in den nachfolgend aufgeführten zulässigen Fällen dargestellt.
Seitenumbruch
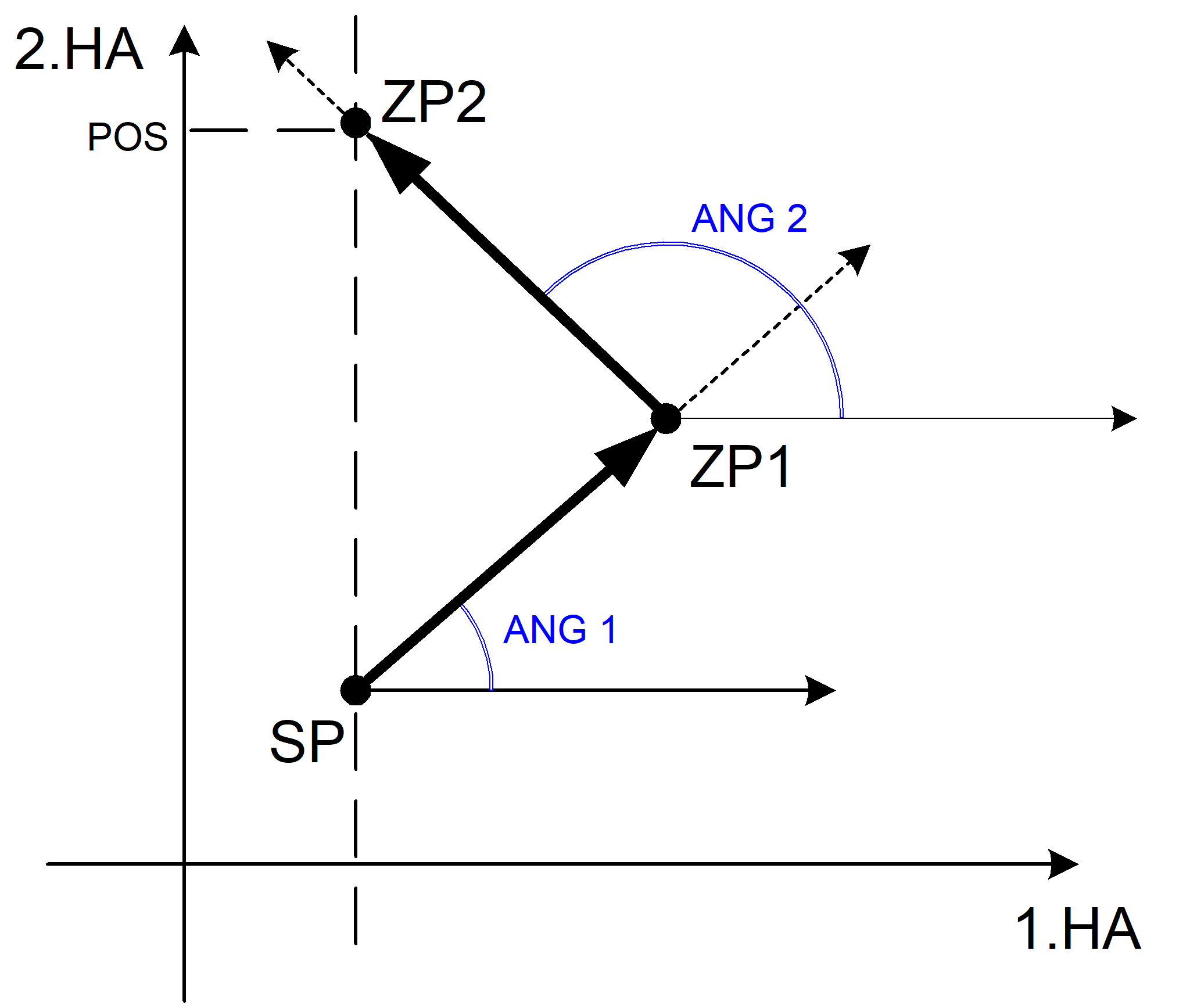
Fall 1: Kombination von zwei Winkeln und zwei Zielkoordinaten
Der Zielpunkt ZP1 der ersten Gerade ergibt sich aus einem Winkel ANG1 und einer Zielkoordinate. Darauf aufbauend ergibt sich der Zielpunkt ZP2 der zweiten Gerade ebenfalls aus einem Winkel ANG2 und einer Zielkoordinate. Die Zielkoordinaten von ZP1 und ZP2 können absolut (G90) oder relativ (G91) programmiert werden.
Programmierbeispiel
Konturzug mit 2 Geraden in G17 und 2 Winkeln mit Zielkoordinaten
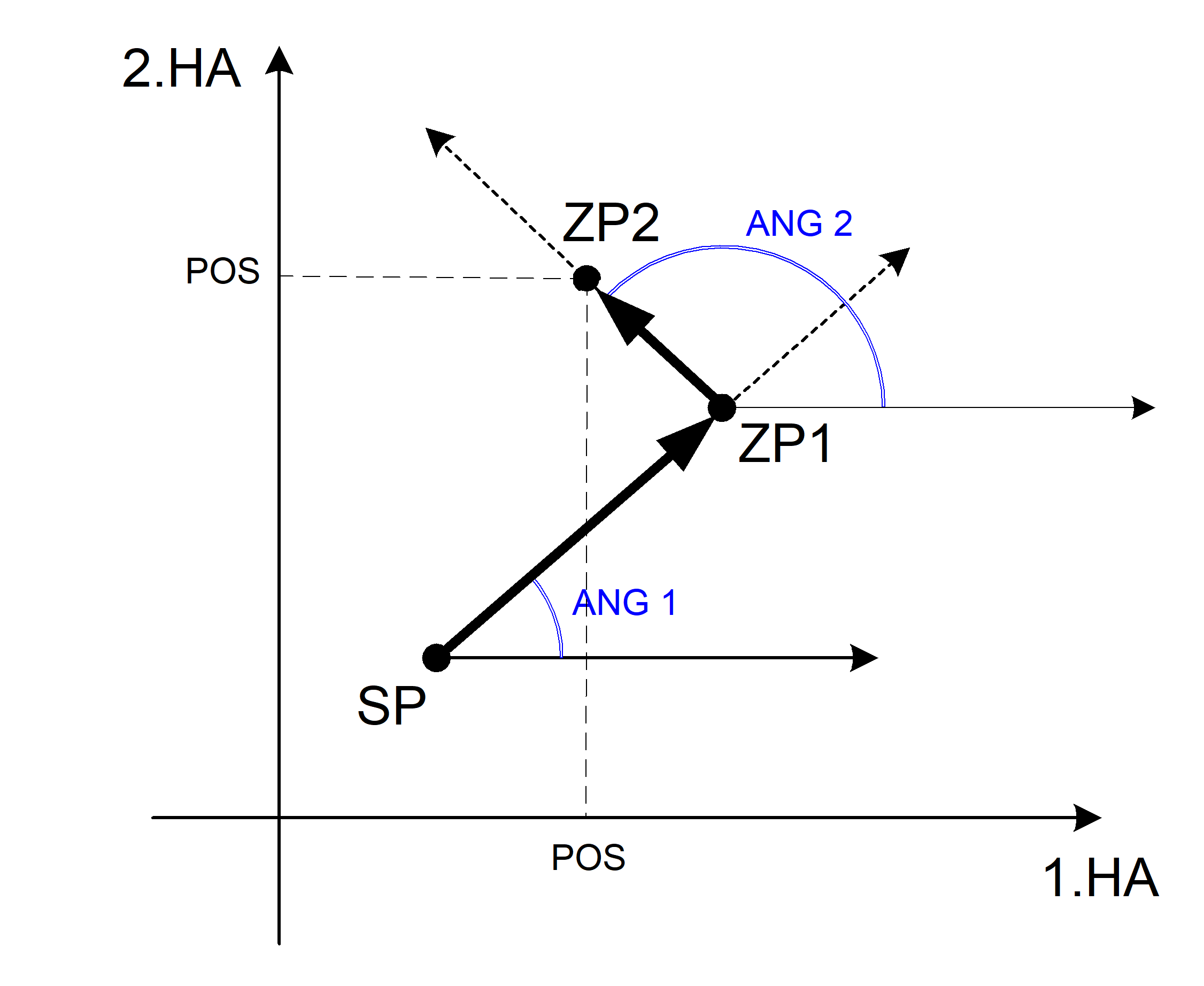
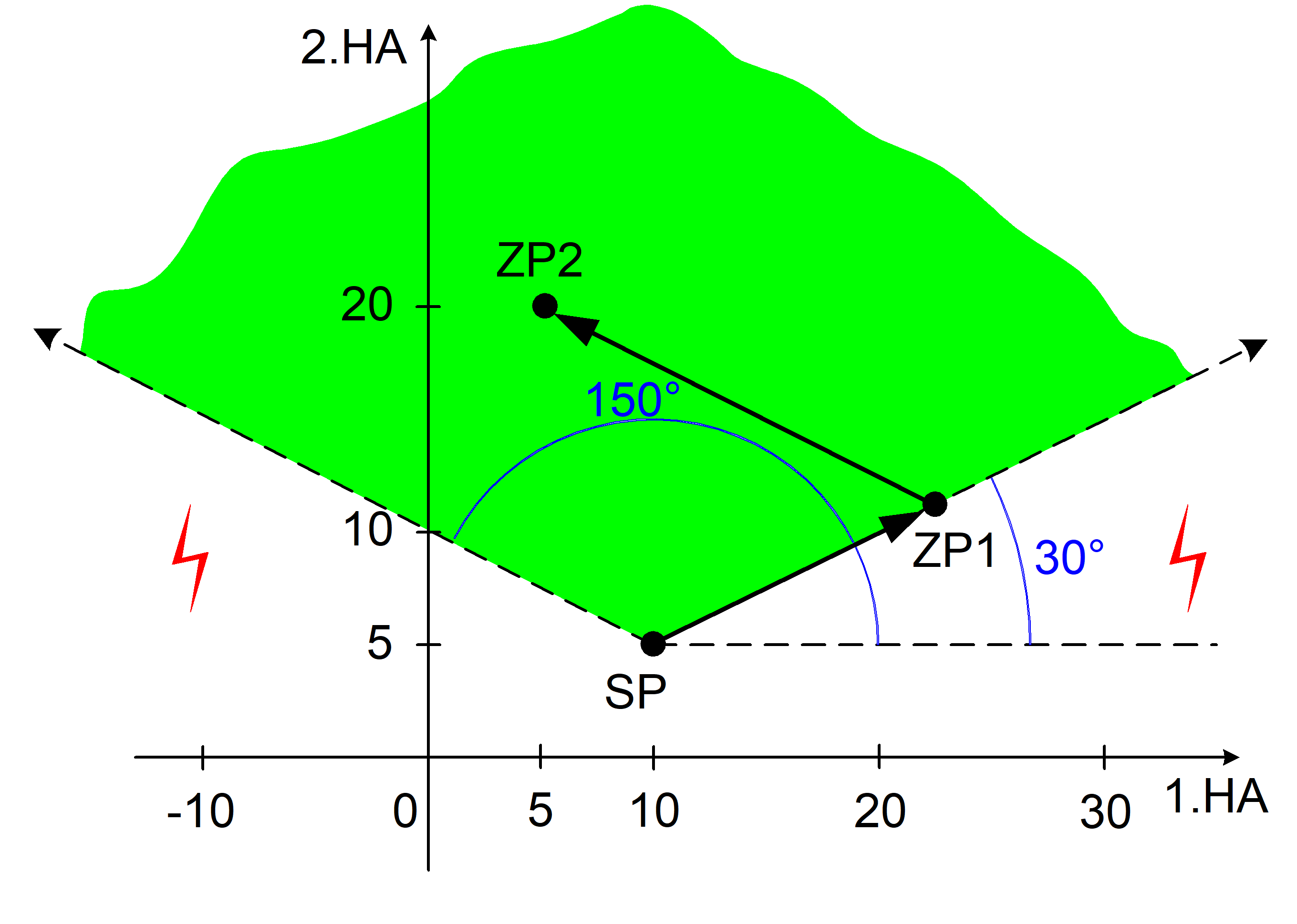
Fall 2: Kombination von zwei Winkeln und Zielpunkt 2
Für beide Geraden sind die jeweiligen Winkel ANG1 und ANG2 und für die zweite Gerade der Zielpunkt ZP2 vollständig (kartesisch) programmiert. Der Zielpunkt ZP2 muss immer absolut (G90) angegeben werden. Damit ist der Zielpunkt der ersten Gerade ZP1 als Schnittpunkt der Geraden bestimmbar.
Programmierbeispiel
Konturzug mit 2 Geraden in G17 und 2 Winkeln und vollständigem Zielpunkt 2
Sonderfall 2-1: Kombination von zwei Winkeln und einer Zielkoordinate 2
Für beide Geraden sind die jeweiligen Winkel ANG1 und ANG2 und für die zweite Gerade nur eine Zielkoordinate von ZP2 programmiert. Die andere Koordinate des Zielpunktes ZP2 ergibt sich aus der entsprechenden Komponente des Startpunktes SP. Die Zielkoordinate von ZP2 muss immer absolut (G90) angegeben werden. Damit ist der Zielpunkt der ersten Gerade ZP1 als Schnittpunkt der Geraden bestimmbar.
Programmierbeispiel
Konturzug mit 2 Geraden in G17, 2 Winkeln und unvollständigem Zielpunkt 2
Sonderfall 2-2: Kombination von zwei Winkeln, keine Zielkoordinaten
Wenn nur Winkel und keine Zielkoordinaten programmiert sind, dann sind die Zielpositionen ZP1 und ZP2 identisch mit der Startposition SP. Es sind dann nur Bewegungen senkrecht zur aktuellen Ebene möglich.
Gültigkeitsprüfung der Zielpunkte:
Es wird geprüft, ob die programmierten Zielpositionen ausgehend von der Startposition mit den programmierten Winkeln erreicht werden können. Die aus den programmierten Winkeln resultierenden Orientierungen definieren den gültigen Bereich für die Zielpunkte.
Konturzug, bestehend aus mehreren Geraden
Zur Beschreibung einer Kontur können beliebig viele Geraden miteinander verbunden werden. Hierbei müssen die Zielpunkte der Geraden immer eindeutig geometrisch bestimmbar sein. Die Programmierregeln für einen Konturzug mit 2 Geraden sind dementsprechend auch für verkettete Konturzüge zu beachten.
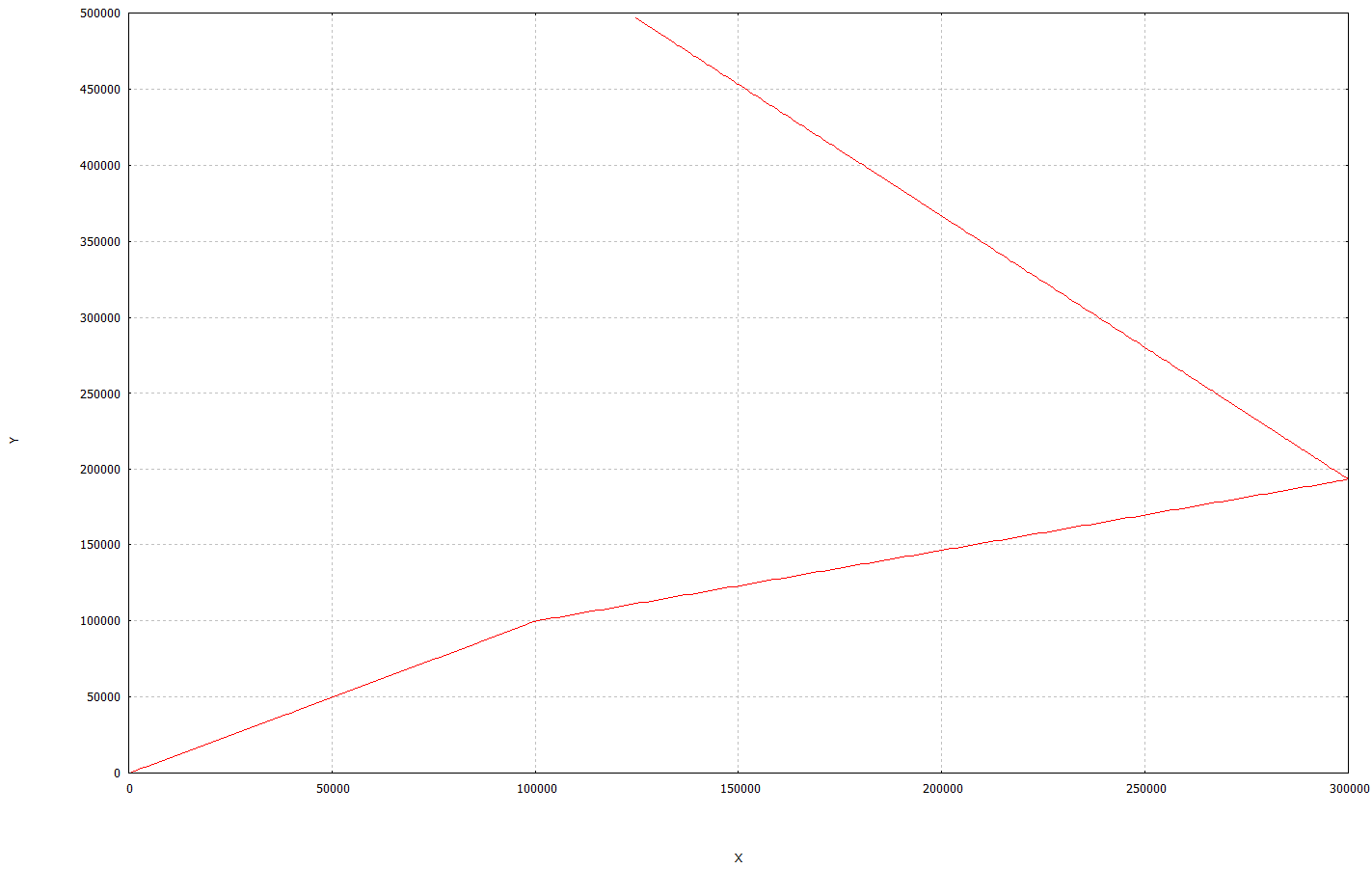
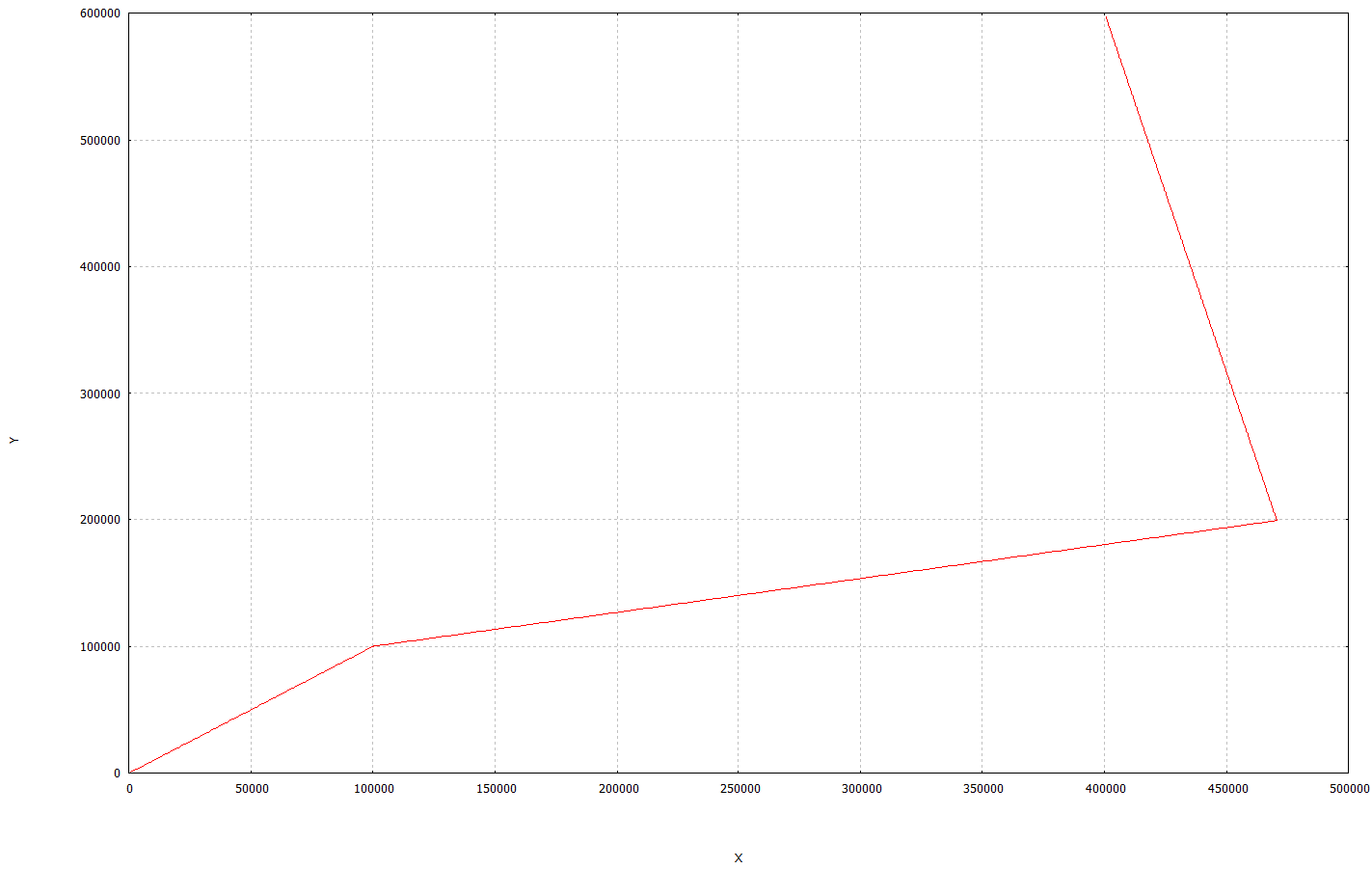
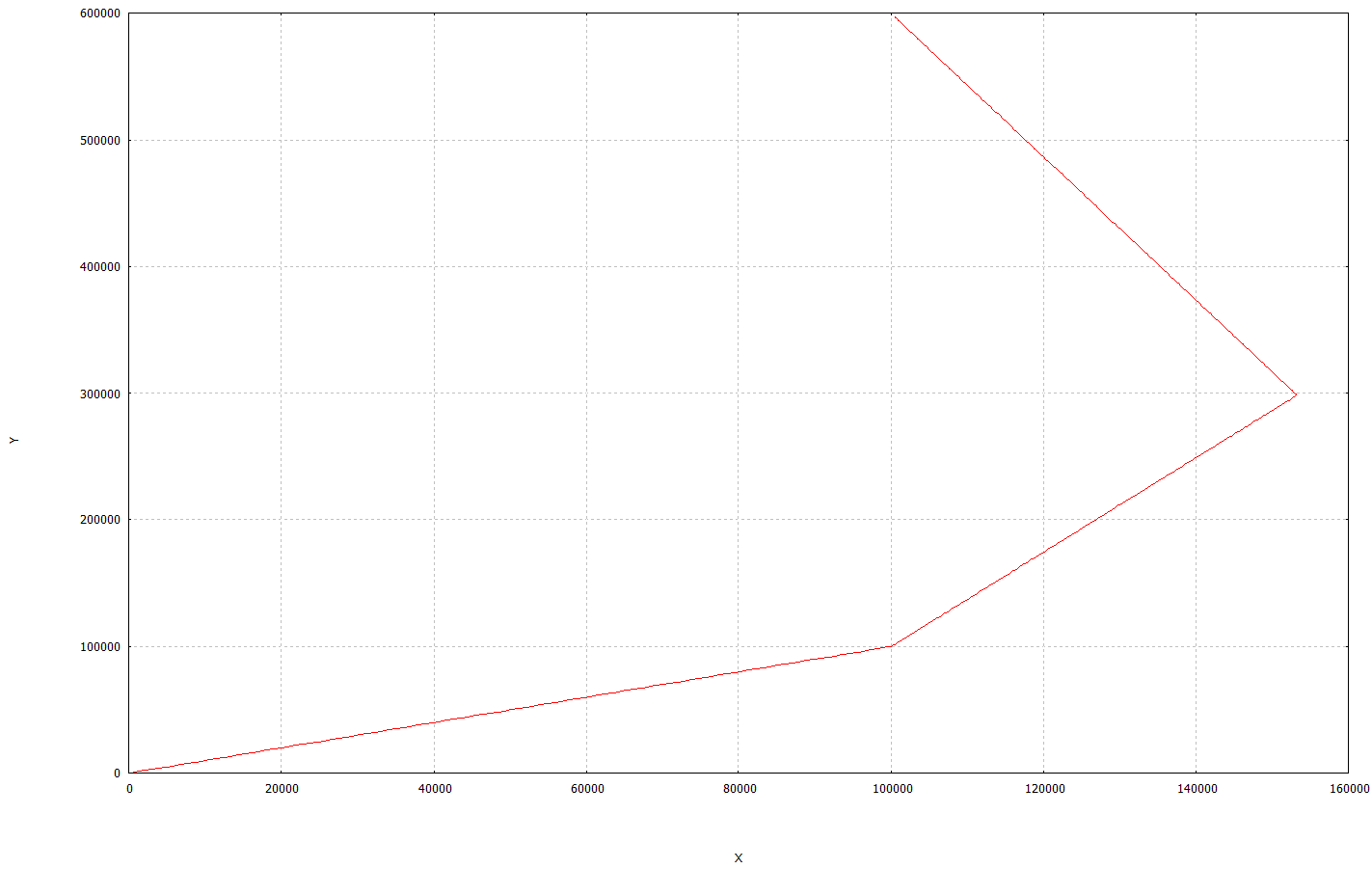
Programmierbeispiel
Konturzug mit mehreren Geraden in G17
Konturzüge in Kombination mit Fasen und Radien
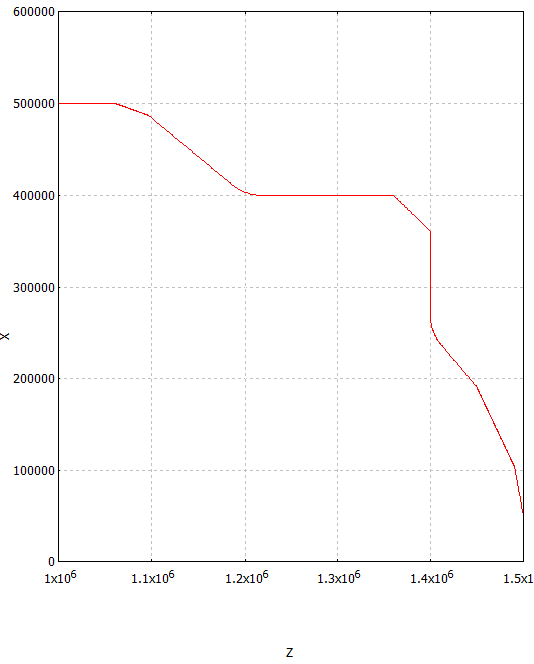
Konturzüge können mit dem vollen Funktionsumfang der Fasen und Radienprogrammierung kombiniert werden (siehe Fasen und Radien). Dies ist im folgenden Programmierbeispiel eines Drehteiles dargestellt.
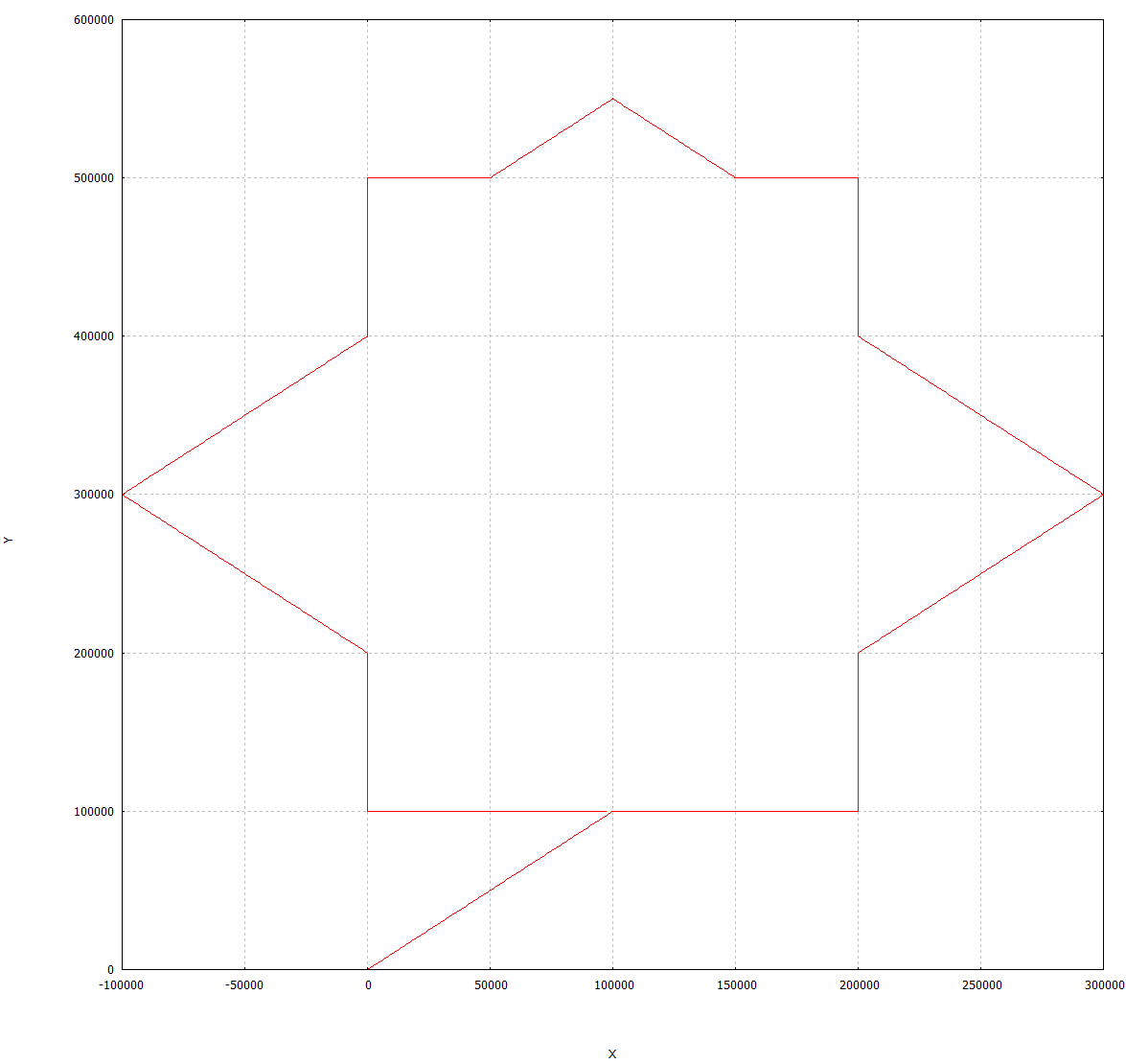
Programmierbeispiel
Konturzug eines Drehteiles mit Fasen und Radien