Einstellungen für die Eckenbearbeitung (edge_machining.*)
Voraussetzung für die Nutzung ist die Aktivierung der Funktion über P-CHAN-00600, alternativ über P-STUP-00060.
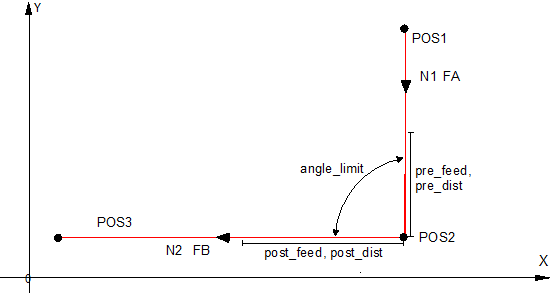
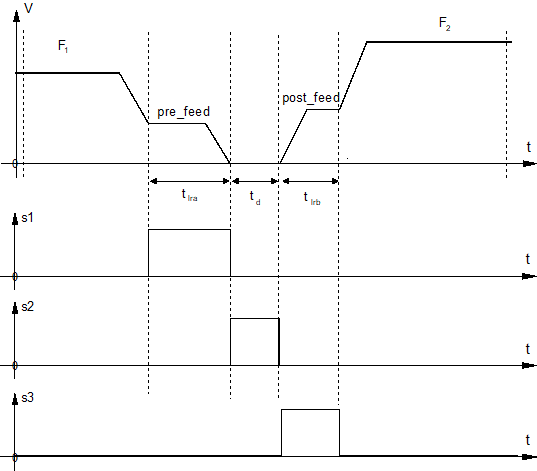
Abhängig von der Bearbeitungstechnologie kann es erforderlich sein, dass der Bearbeitungsprozess an spitzen Konturverläufen (Ecken) speziell gesteuert werden muss. Im Fall einer spitzen Ecke, definiert durch Winkeldifferenz zwischen zwei Konturelementen, wird der Bahngeschwindigkeitsverlauf an der Ecke abhängig von vordefinierten Parametern modifiziert. Zusätzlich dazu werden drei aus dem Bahngeschwindigkeitsverlauf abgeleitete Steuersignale erzeugt, die an der SPS-Schnittstelle zur Verfügung stehen.
- Abstand vor der Ecke unter Grenzwert: Signal_1
- Wartezeit in Ecke: Signal_2
- Abstand nach der Ecke unter Grenzwert: Signal_3
Als Konturelemente können Linear- oder Zirkularsätze programmiert werden, dabei wird nicht geprüft, ob es sich um eine Außen- oder Innenkontur handelt! Sind die Funktionen 'Einfügen von Fasen und Radien (G301/G302)' oder Werkzeugradiuskorrektur (G41/G42) aktiv, können zusätzliche Konturelemente erzeugt werden, die dann zu einem anderen Knickwinkel führen, als zwischen den beiden ursprünglichen Konturelementen!
Folgende Parameter sind für die Einstellung der Eckenbearbeitung erforderlich:
Alternativ zur Parametrierung der Funktionalität in der Kanalparameterliste ist der NC-Befehl #EDGE MACHINING verfügbar.
Wird die Parametrierung über die Kanalparameter gewählt, kann bei entsprechender Position bereits der erste Punkt im NC-Programm als Ecke erkannt werden und das parametrierte Verhalten für Ecken wird dort angewandt.