Übersicht
Aufgabe
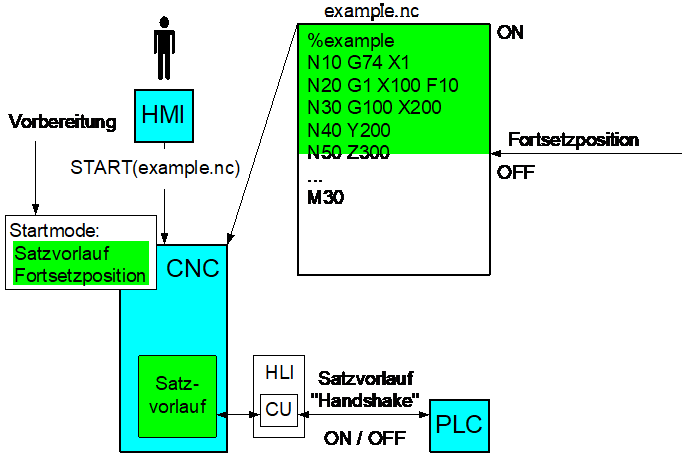
Im Satzvorlaufmodus kann der Anwender die Bearbeitung an einer beliebigen Programmstelle, der s.g. Fortsetzposition, starten. Das ist nach einer Pro-
grammunterbrechung (z.B. Werkzeugbruch) eine schnelle Methode, an der Abbruchstelle die Bearbeitung wieder zu aktivieren.
Die Fortsetzposition kann hierbei mit Hilfe verschiedener Satzvorlauftypen festgelegt werden (Dateioffset, Satzzähler, Satznummer etc.).
Es ist notwendig, an diesem vorgegebenen Startpunkt den gesamten Programmkontext (Programmparameter, Achspositionen, etc.) wiederherzustellen. Das wird durch eine Abarbeitung des Programms bis zu dieser Fortsetzposition ohne Achsbewegung (Simulation) sichergestellt. Die Technologiefunktionen werden – auch während der Simulation – an die PLC gemeldet. Dadurch sind an der Fortsetzposition alle für den Bearbeitungsprozess wichtigen Maschinenfunktionen (z.B. Kühlmittel, Drehzahl) entsprechend aktiv.
Ist die Fortsetzposition im Programm erreicht, können die Achsen von ihren aktuellen Positionen an diese Programmposition manuell oder automatisch angefahren werden.
Danach kann der Anwender die weitere Programmausführung starten.
 | Der Satzvorlauftyp 2 ist nicht mehr verfügbar. |
Obligatorischer Hinweis zu Verweisen auf andere Dokumente
Zwecks Übersichtlichkeit wird eine verkürzte Darstellung der Verweise (Links) auf andere Dokumente bzw. Parameter gewählt, z.B. [PROG] für Programmieranleitung oder P-AXIS-00001 für einen Achsparameter.
Technisch bedingt funktionieren diese Verweise nur in der Online-Hilfe (HTML5, CHM), allerdings nicht in PDF-Dateien, da PDF keine dokumentenübergreifenden Verlinkungen unterstützt.