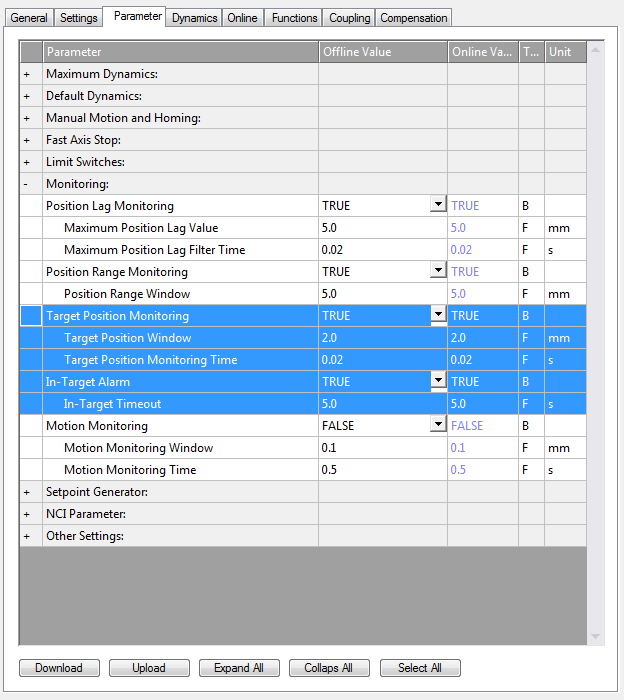
Zielpositionsüberwachung
Befehl | TPM |
Aufhebung | Satzende |
Mit dem Befehl 'TPM' wird die Zielpositionsüberwachung aus dem NC-Programm angestoßen. Dies führt am Geometrieende immer zu einem sollwertseitigen Genauhalt und einer anschließenden Kontrolle des Zielpositionsfensters. Wenn für alle Achsen der Gruppe die Überwachungsbedingungen erfüllt sind, erfolgt die Satzweiterschaltung.
Wie bei der PTP wird diese Funktion für jede Achse einzeln aktiviert und parametriert. Somit können z.B. für Hilfsachsen andere Grenzwerte als für die Bahnachsen gewählt werden.
Beispiel 1:
N10 G01 X100 Y100 F6000
N20 G01 X300 Y100 TPM
... Am Ende der Bewegung von N20 wird sowohl für die X-Achse, als auch für Y die Zielpositionsüberwachung durchgeführt (vorausgesetzt, beide Achsen haben die Zielpositionsüberwachung aktiviert).
Beispiel 2:
N10 G01 X100 Y100 F6000
N20 G01 X300 Y100
N30 M61 (Type Handshake)
N40 TPM
... TPM kann auch in einem eigenen Satz programmiert werden. Dabei wird dann die letzte Positionierung überprüft (hier von N20).
Vergl. auch Genauhalt (G09).