Einfaches Verfahren über die PLC
Nach dem Anlegen und Einrichten einer NC-Achse können Sie ein PLC-Projekt anlegen und die Achse über dieses verfahren.
| |
Verletzungsgefahr durch Bewegung von Achsen! Durch die Inbetriebnahme kommt es zu einer Bewegung von Achsen.
|

| |
Falsche Achsposition bei einer ersten Inbetriebnahme Ohne ein Referenzieren/Kalibrieren der Achsposition kann die angezeigte Achsposition von der tatsächlichen Achsposition abweichen.
|
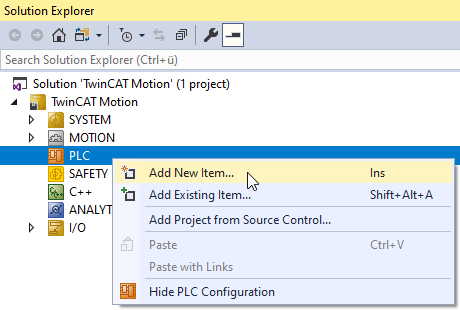
PLC Projekt erstellen
- 1. Machen Sie einen Rechtsklick im Solution Explorer auf PLC > Add new Item…
- 2. Wählen Sie den Namen und den Speicherort im Dialog Add New Item.
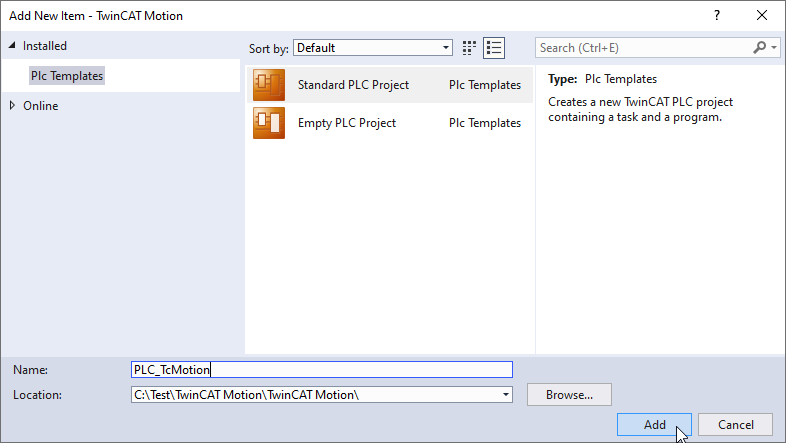
- Das PLC-Projekt wurde erstellt.
PLC-Bibliothek einbinden
Die Tc2_MC2-Bibliothek enthält die PLCopen spezifizierten Motion-Control-Funktionsbausteine. Mit diesen können NC-Achsen administriert und Bewegungen programmiert werden.
- 1. Machen Sie einen Rechtsklick auf References > Add library…
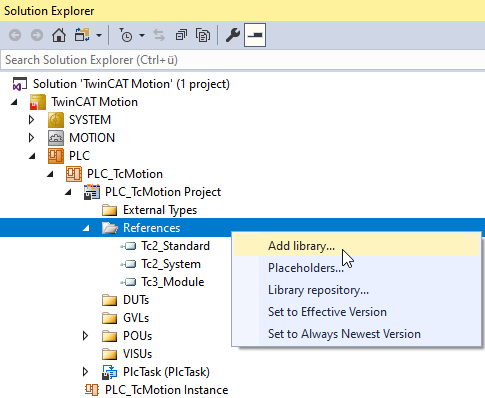
- 2. Wählen Sie die Bibliothek Tc2_MC2 aus und bestätigen Sie mit OK.
- Die Bibliothek ist nun hinzugefügt und kann durch einen Doppelklick genauer betrachtet werden.
PLC-Programm schreiben
Alle notwendigen Datentypen und Funktionsbausteine für ein einfaches PLC-Motion-Programm sind in der Bibliothek Tc2_MC2 enthalten.
AXIS_REF
Je Achse wird eine Instanz vom Datentyp AXIS_REF benötigt, welche die Schnittstelle zwischen PLC und NC ist. Sie enthält alle Informationen zur Achse, die den MC-Funktionsbausteinen als Referenz mitgegeben werden.
MC_Power
Mit dem Funktionsbaustein MC_Power erfolgt die Freigabe einer Achse und dessen Bewegungsrichtungen.
MC_Reset
Mit dem Funktionsbaustein MC_Reset kann ein Fehler an einer Achse zurückgesetzt werden.
MC_MoveAbsolute
MC_MoveAbsolute ist ein einfacher Motion-Baustein, mit dem eine Achse auf eine absolute Zielposition positioniert werden kann.
Einfache Programmierung
- 1. Öffnen Sie im PLC-Projekt unter POUs das
MAIN(PRG). - 2. Fügen Sie folgende Deklarationen ins
MAIN(PRG)ein.
PROGRAM MAIN
VAR
axis : AXIS_REF;
fbPower : MC_Power;
fbStop : MC_Stop;
fbReset : MC_Reset;
fbMoveAbsolute : MC_MoveAbsolute;
enableAxis : BOOL;
executeStop : BOOL;
executeReset : BOOL;
executeMove : BOOL;
override : LREAL := 100;
position : LREAL := ???; // ToDo: set to a reachable position
velocity : LREAL := ???; // ToDo: set velocity for move absolute
END_VAR- 3. Fügen Sie folgenden Programmcode ins
MAIN(PRG)ein.
fbPower(
Axis := axis,
Enable := enableAxis,
Enable_Positive := enableAxis,
Enable_Negative := enableAxis,
Override := override,
BufferMode := ,
Options := ,
Status => ,
Busy => ,
Active => ,
Error => ,
ErrorID => );fbStop(
Axis := axis,
Execute := executeStop, // The command is executed with a positive edge.
Deceleration := , // If the value is <= 0, the deceleration
// parameterized with the last Move command is used.
Jerk := , // If the value is <= 0, the jerk parameterized
// with the last Move command is used.
Options := ,
Done => ,
Busy => ,
Active => ,
CommandAborted => ,
Error => ,
ErrorID => );fbReset(
Axis := axis,
Execute := executeReset, // The command is executed with a positive edge.
Done => ,
Busy => ,
Error => ,
ErrorID => );fbMoveAbsolute(
Axis := axis,
Execute := executeMove, // The command is executed with a positive edge.
Position := position,
Velocity := velocity,
Acceleration := , // If the value is 0, the standard acceleration from
// the axis configuration in the System Manager is used.
Deceleration := , // If the value is 0, the standard deceleration from
// the axis configuration in the System Manager is used.
Jerk := , // If the value is 0, the standard jerk from the axis
// configuration in the System Manager is applied.
BufferMode := MC_BufferMode.MC_Buffered,
Options := ,
Done => ,
Busy => ,
Active => ,
CommandAborted => ,
Error => ,
ErrorId => );- 4. Passen Sie für den Aufruf vom
fbMoveAbsolutedie Zielposition und die Dynamiken entsprechend Ihrer realen Achse an. - 5. Bauen Sie das PLC-Projekt.
- Die Instanz
axisdesAXIS_REFsollte nun unter den PLC-Instanzen im Solution Explorer angezeigt werden. - 6. Verknüpfen Sie die PLC-Instanz des
AXIS_REFmit der Achsinstanz der NC. - 7. Aktivieren Sie das TwinCAT-Projekt
 .
. - 8. Loggen Sie die PLC ein
 und starten Sie diese
und starten Sie diese  , siehe TwinCAT-Projekt aktivieren.
, siehe TwinCAT-Projekt aktivieren. - 9. Prüfen Sie, dass die beim
fbMoveAbsolutevorgegebene Zielposition mit den vorgegebenen Dynamiken gefahrlos angefahren werden kann. Passen Sie diese bei Bedarf an. - 10. Wenn Sie sicher sind, dass keine Gefahr durch die beim
fbMoveAbsolutevorgegebene Bewegung ausgeht, können Sie der Achse die Reglerfreigabe erteilen in dem Sie die VariableenableAxisonline aufTRUEschreiben. - 11. Wenn die Reglerfreigabe erfolgreich (
fbPower.Active = TRUE) war, kann anschließend mitexecuteMovedas Bewegungskommando aktiviert werden. - Über
fbStop.Execute = TRUEkann bei Bedarf das Bewegungskommando vorzeitig gestoppt werden. - Im Falle eines Achsfehlers kann dieser über
fbReset.Execute := TRUEzurück gesetzt werden.