Kartesische Werkzeugverschiebung
Mit der kartesischen Werkzeugverschiebung wird der Offset zwischen dem Bezugspunkt des Werkzeugträgers und dem Bezugspunkt des eigentlichen Werkzeugs beschrieben. In vielen Fällen liegen diese Bezugspunkte übereinander, sodass für die kartesische Werkzeugverschiebung 0 eingetragen werden kann.
Parameter
Die Parameter für die Verschiebung werden wie die Werkzeuglänge etc. bei den Werkzeugdaten eingetragen. Hierfür stehen die Parameter 8 bis 10 zur Verfügung. Dabei beschreibt
- P8 immer die X-Komponente
- P9 immer die Y-Komponente
- P10 immer die Z-Komponente
unabhängig von der Ebenenanwahl.
An- und Abwahl der kartesischen Werkzeugverschiebung
Wie auch die Längenkorrektur, wird die Werkzeugverschiebung mit D<n> (n>0) eingeschaltet. Um die Verschiebung herauszufahren, müssen die Achsen wenigstens genannt werden. D.h. die Verschiebung wird dann herausgefahren, wenn die Achse das erste Mal aufgerufen wird. Zusätzlich kann eine neue Endposition für die Achse eingegeben werden.
Ausgeschaltet wird die Funktion mit D0. Auch hier müssen die Achsen wenigstens genannt werden, damit die Achsen auf die neuen Koordinaten fahren.
Beispiel 1:
N10 G17 G01 X0 Y0 Z0 F6000
N20 D1 X10 Y10 Z (Z-Axis is repositioned)
N30 ...
N90 M30
Beispiel 2:
N10 G17 G01 X0 Y0 Z0 F6000
N20 D1 X10 Y10 (Z-Axis is not moved)
N30 ...
N90 M30
 | Verwendung von Werkzeugverschiebung und Rotation Wird die kartesische Werkzeugverschiebung in Verbindung mit der Rotation verwendet, so wird nur dann richtig kompensiert, wenn das Aggregat (Werkzeugträger) ebenfalls um den gleichen Winkel rotiert wird. |
Anwendungsbeispiel
Bei Bearbeitungsmaschinen kommt es häufig vor, dass sich an einem Werkzeugträger mehrere Werkzeuge befinden. Je nachdem welche Bearbeitung anliegt, wird das jeweilige Werkzeug pneumatisch zugeschaltet. Da sich die Werkzeuge nun einmal an unterschiedlichen Orten befinden, wird eine kartesische Werkzeugverschiebung benötigt.
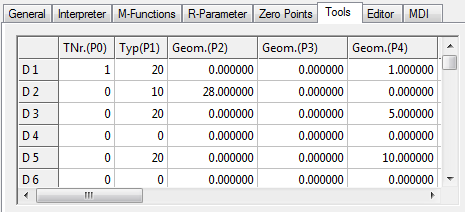
Werkzeugparameter
|
Parameter |
Wert |
|---|---|
|
0 |
0..65535 |
|
1 |
10 |
|
2 |
40 |
|
5 |
0 |
|
8 |
100.0 |
|
9 |
0.0 |
|
10 |
50 |
Verhalten bei Kettenmaßangabe
Standardverhalten, unabhängig von der TwinCAT Version
Wird im Kettenmaß (G91) ein neuer Werkzeugversatz (und auch Längenkorrektur) angewählt, so wird mit dem Nennen der Achse der neue Korrekturwert herausgefahren.
Beispiel 3:
(Tooloffset D1: X10 Y20 Z30)
N10 G01 D1 X100 Y0 Z0 F6000
N20 G91 (incremental dimension)
N30 D2 (Tooloffset D2: X100
Y200 Z300)
N30 Z10
N40 ...
ab TwinCAT Version 2.10 Build 1308
Ab dieser Version ist das Verhalten unter G91 parametrierbar.
Befehl | Beschreibung |
ToolOffsetIncOn | Auch unter G91 werden die Werkzeugverschiebungen und Längenkorrektur herausgefahren, wenn die Achse genannt wird |
ToolOffsetIncOff | Unter G91 werden die Werkzeugverschiebung und Längenkorrektur nicht herausgefahren |
Beispiel 4:
(Tooloffset D1: X10 Y20 Z30)
N05 ToolOffsetIncOff
N10 G01 D1 X100 Y0 Z0 F6000
N20 G91 (incremental dimension)
N30 D2 (Tooloffset D2: X100
Y200 Z300)
N30 Z10
N40 ...
In N10 wird der Tooloffset für alle 3 Achsen herausgefahren. D.h. die Achsen fahren im Maschinen-Koordinaten-System (MCS) auf X110 Y10 Z30.
In N30 wird der neue Tooloffset der Z-Achse nicht herausgefahren. Dadurch ergibt sich im MCS X110 Y10 Z40.
Vergl. auch ZeroShiftIncOn/Off