Werkzeugdaten
Für die Werkzeugdaten stehen in der NC 255 Speicherplätze (D1..D255) pro Kanal zur Verfügung. Die Parameter für die Werkzeugdaten können direkt im System Manager beschrieben werden. Die Sicherung der Daten erfolgt als ASCII-Datei (<Kanal ID>.wz) und wird im TwinCAT\CNC Verzeichnis hinterlegt. Beim Start von TwinCAT werden diese Daten automatisch geladen.
Zurzeit werden zwei Werkzeugtypen unterstützt:
- Bohrer
- Schaftfräser
Im Folgenden werden die relevanten Spalten (Parameter) für diesen Werkzeugtyp beschrieben.
Bohrer
Parameter | Bedeutung |
|---|---|
0 | Tool-Nummer |
1 | Werkzeugtyp |
2 | Geometrie: Länge |
5 | Verschleiß: Länge |
8 | kartesische Werkzeugverschiebung in X-Richtung |
9 | kartesische Werkzeugverschiebung in Y-Richtung |
10 | kartesische Werkzeugverschiebung in Z-Richtung |
Schaftfräser
Parameter | Bedeutung |
|---|---|
0 | Tool-Nummer |
1 | Werkzeugtyp |
2 | Geometrie: Länge |
4 | Geometrie: Radius |
5 | Verschleiß: Länge |
7 | Verschleiß: Radius |
8 | kartesische Werkzeugverschiebung in X-Richtung |
9 | kartesische Werkzeugverschiebung in Y-Richtung |
10 | kartesische Werkzeugverschiebung in Z-Richtung |
Schreiben der Werkzeugdaten
Werkzeugdaten mit dem System Manager editieren
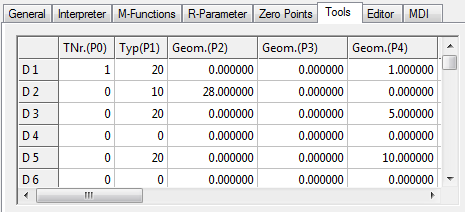
Wie bereits erwähnt ist es möglich, die Werkzeugdaten direkt aus dem System Manager zu beschreiben. Editieren Sie dazu das oben abgebildete Fenster.
Werkzeugdaten mit der SPS parametrieren
Des Weiteren können Sie Werkzeugdaten mit dem Funktionsbaustein ItpWriteToolDescEx aus der SPS lesen und schreiben.
Werkzeugdaten aus dem Teileprogramm schreiben
(ab TwinCAT V2.9 Build 932)
Bei manchen Applikationen ist es komfortabler, wenn man die Werkzeugdaten direkt aus dem Teileprogramm beschreiben kann.
Der zu beschreibende Werkzeugsatz darf nicht aktiv sein, wenn er beschrieben wird. D.h. wenn z.B. die Werkzeugradiuskorrektur mit dem Parametersatz D10 aktiv ist, darf dieser nicht überschrieben werden, solange D10 noch angewählt ist.
Befehl | #set ToolParam(<Zeile>; <Spalte>;<Wert>)# |
Parameter <Zeile> | Beschreibt die Zeile des Werkzeugparameters (1..255) |
Parameter <Spalte> | Spalte die beschrieben werden soll (0..15) |
Parameter <Wert> | zu übertragender Parameterwert |
Beispiel:
N10 G0 X0 Y0 Z0
N20 G01 X100 F60000
N30 R1=10 R2=4 R3=20.3
N40 #set ToolParam(10; 0; 5)# #set ToolParam(10;1;20)#
N50 #set ToolParam(R1; R2; R3)#
N60 G41 X200 Y D10
...
 | Als Parameter dürfen keine Formeln übergeben werden. Für das Beschreiben der Werkzeugdaten ist kein Dekodierstopp erforderlich. |
Werzeugdaten aus dem Teileprogramm lesen
(ab TwinCAT V2.10 B1329)
Mit diesem Kommando können Werkzeugdaten einem R-Parameter zugewiesen werden.
Befehl | #get ToolParam(<Zeile>; <Spalte>;<R-Param>)# |
Parameter <Zeile> | Beschreibt die Zeile des Werkzeugparameters (1..255), dies entspricht der D-Nummer |
Parameter <Spalte> | Spalte die beschrieben werden soll (0..15) |
Parameter <R-Param> | R-Parameter, in dem das Datum eingetragen wird |
Beispiel:
N10 G0 X0 Y0 Z0
N20 G01 X100 F60000
N30 R1=10 R2=4
N40 #get ToolParam(10; 0; R5)# #getToolParam(10;1;R20)#
N50 #get ToolParam(R1; R2; R3)#
N60 G41 X200 Y D10
...
| Als Parameter dürfen keine Formeln übergeben werden. Für das Lesen der Werkzeugdaten ist kein Dekodierstopp erforderlich. |