Fräser-/Schneidenradiuskorrektur links
Fräser-/Schneidenradiuskorrektur links
Befehl | G41 |
Aufhebung |
Die Funktion G41 schaltet die Fräser-/Schneidenradiuskorrektur ein. Dabei befindet sich das Werkzeug in Bewegungsrichtung links vom Werkstück.
Wie schon bei der Längenkorrektur kann die Fräserradiuskorrektur nur bei wirksamen G0 oder G1 aktiviert werden. Mit der Anwahl der Fräserradiuskorrektur müssen die Achsen der Ebene verfahren werden.
Beispiel:
N10 G17 G01 X0 Y0 Z0 F6000
N20 G41 X10 Y20 Z D1
N30 X30
N40 G40 X10 Y10 Z
N50 M30
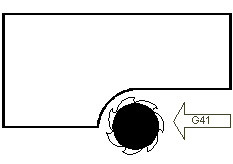
Bild 1: Radiuskorrektur links
 | Fräserradiuskorrektur gilt nicht für Vollkreise Es werden keine Vollkreise bei der Fräserradiuskorrektur unterstützt; Sie müssen diese z. B. in Halbkreise aufteilen. |
Zu beachten:
- Damit das NC-Programm ordnungsgemäß beendet werden kann, ist vor dem Programmende die Fräserradiuskorrektur zu deaktivieren.
- Wird ein Dekodierstopp programmiert, muss die Fräserradiuskorrektur zuvor deaktiviert werden.
- Durch die Radiuskorrektur kann sich bei Kreisen die Bahngeschwindigkeit an der Kontur verändern, vgl. hierzu 'Bahngeschwindigkeit bei Kreisen'.
- Vgl. Orthogonales An- bzw. Abfahren an der Kontur