Rampenzeitgewichtung (G132/G133/G134)
G132 <Achsname><expr> { <Achsname><expr> } (modal)G133 = <expr> (modal)G134 = <expr> (modal)G132 Achsspezifische Rampenzeitgewichtung
<Achsname><expr> Gewichtung in Prozent für bestimmte Achsen
G133 Achsgruppenspezifische Rampenzeitgewichtung
<expr> Gewichtung in Prozent für alle Achsen
G134 Achsgruppenspezifische Gewichtung der geometrischen Rampenzeit
<expr> Gewichtung in Prozent für alle Achsen
Mit den Funktionen G132/G133 ist es möglich, die Rampenzeit der Achsbeschleunigung beim nichtlinearen Slope zu verändern [2]-8. (Beim linearen Slope ist der Beschleunigungsverlauf sprungförmig (siehe --- FEHLENDER LINK ---).
Mit G134 ist es möglich, die geometrische Rampenzeit beim nichtlinearen Slope zu verändern [2]-16.
Eine Beeinflussung dieser Rampenzeiten wird erreicht, indem man die entsprechenden Defaultrampenzeiten prozentual verändert.
Bei einer Programmierung mit G132/G133/G134 sind alle nicht bzw. noch nicht programmierten Achsen auf 100% eingestellt. Jede weitere Anwahl dieser Funktionen bezieht sich unabhängig von vorhergehenden Programmierungen auf 100%, d.h. die Geometriedatenverarbeitung gewichtet stets die Defaultwerte mit dem prozentualen Wert. Zweimal hintereinander 50% programmiert bedeutet also, dass auf 50% und nicht auf 25% eingestellt wird.
 | Die Rampenzeitgewichtung wirkt nur bei Vorschubsätzen (G01, G02, G03). Sie wirkt nicht bei Einzelachs-Slopes wie z.B. Referenzpunktfahrt, Handbetrieb und unabhängigen Achsen. |
Programmierbeispiel
N10 G132 X200 (Achsspezifische Rampenzeitgewichtung)
(Rampenzeit der X-Achse wird um 200% vergrößert.)
N20 G01 F1000 X100 (Linearinterpolation)
N30 G132 Y50 (Rampenzeit der Y-Achse wird um 50% verkleinert)
(Rampenzeit der X-Achse bleibt bei 200%)
N40 Y100 (Linearinterpolation)
N50 G133 = 100 (Achsgrp.spezifische Rampenzeitgewichtung)
(Rampenzeiten aller Achsen auf 100%)
N60 G134 = 50 (Achsgrp.spezifische Rampenzeitgewichtung)
(Geometrische Rampenzeit aller Achsen auf 50%) Besonderheit:
N50 G133 = 100 X10 Y20 (Bei G133 können im gleichen Satz auch Achs-)
(positionen programmiert werden!)
N60 G134 = 50 X10 Y20 (Bei G134 können im gleichen Satz auch Achs-)
(positionen programmiert werden!) 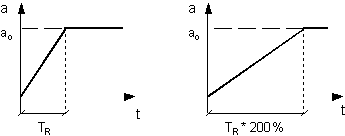 Abb.54: Beispiel Rampenzeitgewichtung mit G132/G133
Abb.54: Beispiel Rampenzeitgewichtung mit G132/G133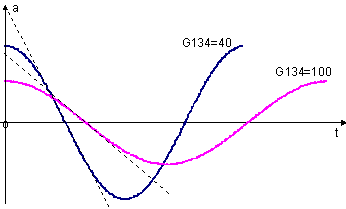 Abb.55: Beispiel Rampenzeitgewichtung mit G134 bei Zirkularinterpolation
Abb.55: Beispiel Rampenzeitgewichtung mit G134 bei Zirkularinterpolation