KIN_TYP_3, KIN_TYP_4
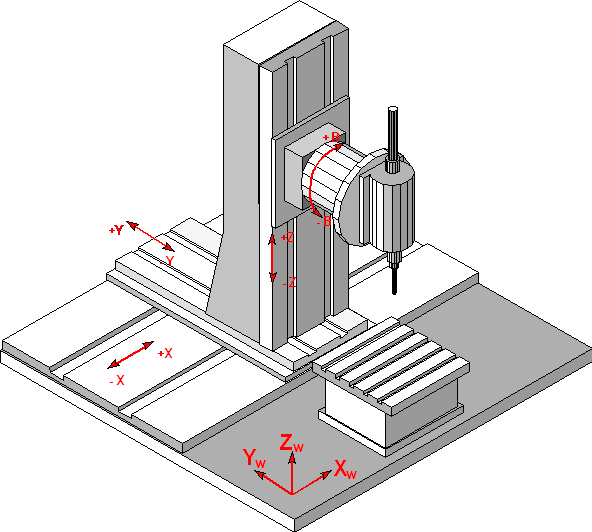
Die Kinematik dieser Maschine besteht aus drei translatorischen Achsen und einer rotatorischen Achsen im Werkzeug (Doppelspindelkopf).
Achskonfiguration im NC-Kanal | ||
Achsbezeichner | X, Y, Z, B | |
Achsindex | 0, 1, 2, 3, | |
Kinematische Struktur | ||
| Werkzeugachsen | Werkstückachsen |
NC-Achsen | X, Y, Z, B | - |
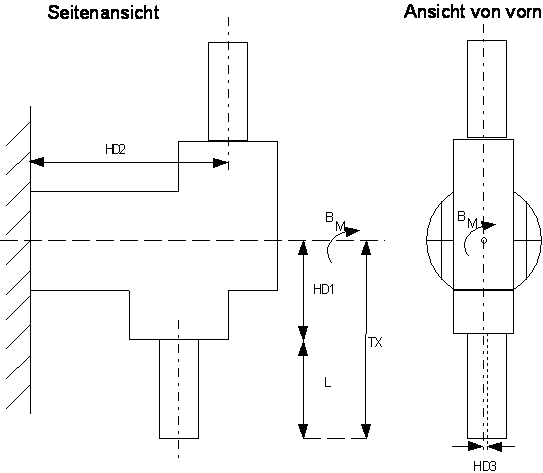
Der Aufbau des Fräskopfes ist in Abbildung 2-7 für die Nullstellung der B-Achse dargestellt. Er besitzt zwei Spindeln (im Folgenden obere und untere Spindel genannt, unabhängig von der momentanen Position der B-Achse), so dass zwei Werkzeuge einspannbar sind, die um 180° gegeneinander verdreht sind.
Die Auswahl, welche der beiden Spindeln bzw. welches der zwei Werkzeuge momentan aktiv ist soll durch einen Befehl im NC-Programm möglich sein.
Bei der aktiven oberen Spindel muss der programmierte Wert für die B-Achse folgendermaßen verändert werden:
Ein Wechsel der Spindel bedeutet somit eine Drehung der B-Achse um 180° sowie bedingt durch die Geometriekonstanten bei aktivem RTCP translatorische Verschiebungen aller drei Linearachsen.
Spindelselektion:
- KIN_TYP_3 = obere Spindel
- KIN_TYP_4 = untere Spindel
Versatzdaten der Kinematik:
HD-Versatz | param[i] | Bedeutung |
|---|---|---|
HD1 | 0 | Versatz Werkzeugeinspannpunkt bis Drehpunkt B Achse |
HD2 | 1 | Y Versatz Werkzeugkopf |
HD3 | 2 | X Versatz von Werkzeugeinspannpunkt zu B Achse |