Ruckbegrenztes Standard- Beschleunigungsprofil
Sowohl für Achsen im Bahnverbund als auch für unabhängige Achsen kann eine ruckbegrenzte Beschleunigung mit trapezförmigem oder sinusquadratförmigem Profil angewählt werden. Die Parametrierung erfolgt achsbezogen für beide Profile gleich. Das sinusquadratförmige Profil ermöglicht im Gegensatz zum trapezförmigen Profil weichere Beschleunigungs- und Bremsvorgänge.
Bei der ruckbegrenzten Beschleunigung wird die Bahnbewegung so geführt, dass die achsspezifischen Beschleunigungen keine sprungförmigen Änderungen aufweisen.
Für die HSC-Konturbearbeitung kann ein spezieller ruckbegrenzter Slope angewählt werden, der die Beschleunigung satzübergreifend optimal führt.
Bei schwingungskritischer Maschinenmechanik sind diese Profile zu verwenden. Die Rampenzeiten für den Beschleunigungsaufbau und Abbau sollten nur so groß wie erforderlich und so klein wie möglich eingestellt werden, da diese Parameter erheblichen Einfluss auf die Positionierzeiten haben.
Das ruckbegrenzte Beschleunigungsprofil kann in sieben Segmenten dargestellt werden (Abbildung 1-3). | |
I | Geschwindigkeitszunahme mit zunehmender Beschleunigung auf einen maximalen Beschleunigungswert innerhalb einer vorgegebenen Zeit. |
II | Geschwindigkeitszunahme mit konstanter Beschleunigung. |
III | Geschwindigkeitszunahme mit abnehmender Beschleunigung bis auf Beschleunigungswert 0 innerhalb einer vorgegebenen Zeit. |
IV | Phase mit konstanter Geschwindigkeit, Beschleunigung 0 |
V | Geschwindigkeitsabnahme mit zunehmender Verzögerung auf einen maximalen Bremsbeschleunigungswert innerhalb einer vorgegebenen Zeit. |
VI | Geschwindigkeitsabnahme mit konstanter Verzögerung. |
VII | Geschwindigkeitsabnahme mit abnehmender Verzögerung bis auf die den Bremsbeschleunigungswert 0 innerhalb einer vorgegebenen Zeit. |
Die Parameter in den Segmenten I, III, V und VII bestimmen den Achsruck, der durch das Beschleunigungsprofil verursacht wird.
Vorteile
Die Vorteile der ruckbegrenzten Beschleunigungsprofile sind:
- Bessere Ausnutzung der verfügbaren Maschinendynamik (z.B. Positionieren im Eilgang)
- Schonung der Mechanik durch Vermeidung von Stößen
- Geringe Schwingungsanregung
- Bessere Parametrierungsmöglichkeit von Verfahren zur Konturverbesserung (z.B. Vorsteuerung)
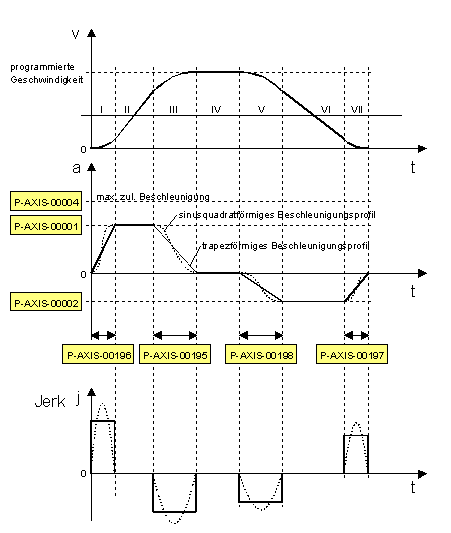 Abb.3: Parameter bei ruckbegrenztem Beschleunigungsprofil
Abb.3: Parameter bei ruckbegrenztem BeschleunigungsprofilParametrierung
Die achsspezifischen Beschleunigungsrampen der ruckbegrenzten Beschleunigungsprofile werden durch Angabe einer maximalen Beschleunigung und einer maximalen Rampenzeit parametriert. Abbildung 1-3 zeigt die Profilverläufe von Geschwindigkeit, Beschleunigung und Ruck mit den entsprechenden Parametern.
Die maximale Beschleunigung bei zunehmender Geschwindigkeit wird mit P-AXIS-00001 eingestellt. Bei abnehmender Geschwindigkeit ist die maximale Verzögerung über den Parameter P-AXIS-00002 einzustellen. Die maximalen Rampenzeiten werden über die Parameter P-AXIS-00195, P-AXIS-00196, P-AXIS-00197 und P-AXIS-00198 festgelegt.
Mit den aufgeführten Parametern kann für jede Beschleunigungs- und Verzögerungsphase eine individuelle Beschleunigungsrampe eingestellt werden.
Bei der Parametrierung der Rampenzeit ist zu berücksichtigen, dass bei Rampenzeiten kleiner als die CNC-Zykluszeit das ruckbegrenzte Beschleunigungsprofil zum sprungförmigen Beschleunigungsprofil entartet.
Parametrierung für Eilgang (G00)
Für Bewegungen im Eilgang (G00) kann das ruckbegrenzte Beschleunigungsprofil mit steileren Beschleunigungsrampen parametriert werden. Alle Beschleunigungsrampen (Segmente: I, III, V, VII) werden mit der maximalen Beschleunigung P-AXIS-00004 und der maximalen Rampenzeit P-AXIS-00200 parametriert (Abbildung 1-4).
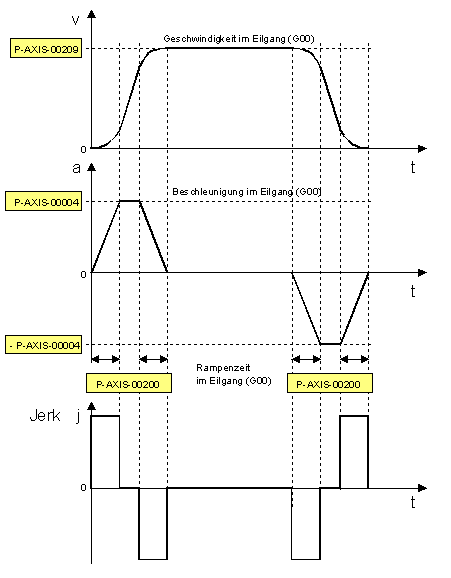 Abb.4: Parameter bei Ruckbegrenzung im Eilgang (G00)
Abb.4: Parameter bei Ruckbegrenzung im Eilgang (G00)Parametrierung für Feedhold
Zum schnellen Abbremsen bei Vorschub-Stopp (Feedhold) bis zum Stillstand werden die Beschleunigungsrampen (Segmente: V, VII) mit der maximalen Beschleunigung P-AXIS-00053 und der maximalen Rampenzeit P-AXIS-00081 parametriert.
Der Einfluss des Kanalparameters P-CHAN-00097 ist zu berücksichtigen (siehe Kapitel Steuerflags).