SURFACE and five-axis machining
Programming Example
Surface
%L uprg_secant
N010 #HSC ON[SURFACE PATH_DEV 0.1]
N020 #SLOPE [TYPE=HSC]
N030 P5 = 80 ( radius )
N040 P3 = 64 ( number of interpolation points )
N050 P4 = 360/P3 ( angle gradations )
N060 G01 X-P5 F20
N070 X0
N080 $FOR P1=1, P3, 1
N090 P2=P1*P4 F20
N100 X=P5*SIN[P2] Y=P5*[1.0-COS[P2]] C[-90+P2]
N110 $ENDFOR
N120 XP5
N130 M29
%Main
N140 #KIN ID[9]
N150 #TRAFO ON
N160 A90 C-90
N170 LL uprg_secant
N180 #TRAFO OFF
N190 M30
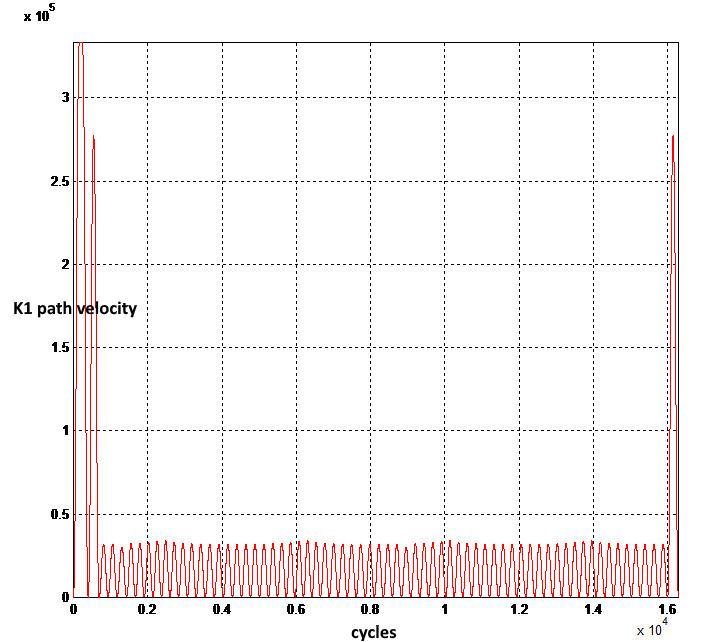
The feed rate fluctuates significantly due to the inconsistency of the rotary axis.

When the spline function is enabled, the path velocity is constant. The programmed path velocity cannot be reached due to the limited rotation speed of the orientation axis. In addition, since the motion part of the rotary axis cannot change due to the constant contour curvature, the velocity level on the path can be kept constant.