Properties
Changeover to speed control
If a speed (S word) is programmed with M3 or M4 and it is higher than the specified changeover parameter, the system changes over automatically to speed control.
Switch back to position control
A switch-back to position control takes place under the following conditions:
- Positioning was programmed with M19.
- A CNC reset was triggered.
- A spindle axis was issued from the spindle interpolator (NC command S[PUTAX]).
- Homing was started (G74).
 | If a previous speed programming was changed over to speed control, no switch-back to position control takes place if an additional speed below the switch-back speed is programmed. |
Effect of switch-back speed
The command position is not considered during speed control. When a changeover occur to position control, the CNC determines the theoretical command position of the next cycle using:
- the current speed
- the Kv factor (of the drive or the controller position control) and
- the bus run time
The axis can then be switched back to position control without standstill.
The switch-back speed indicates the speed at which switch-back to position control may take place.
| Since the actual speed may fluctuate slightly, especially at high speeds, a slight jerk may occur in the drive at high speeds on switch-back to position control. For this reason, do not select a switch-back speed that is too high. |
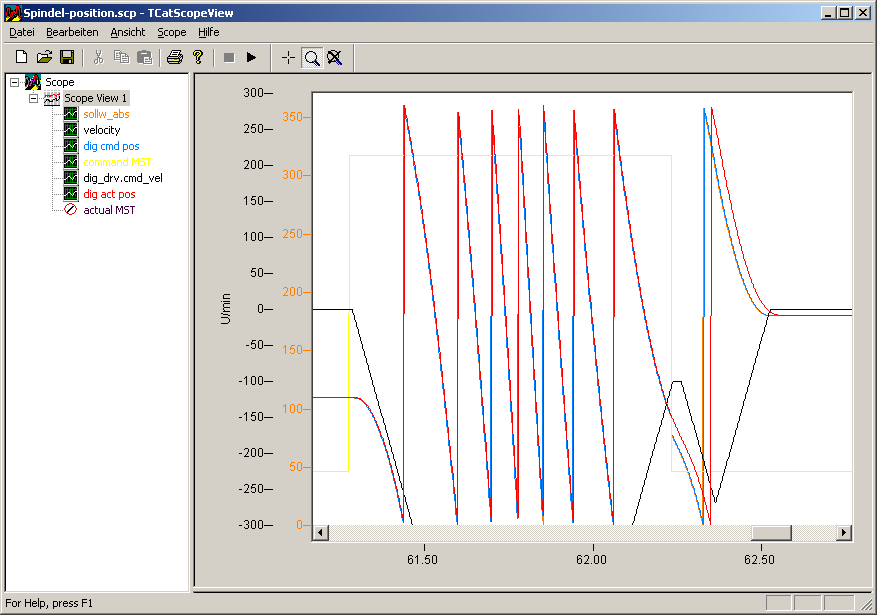
Programming Example
Effect of switch-back speed
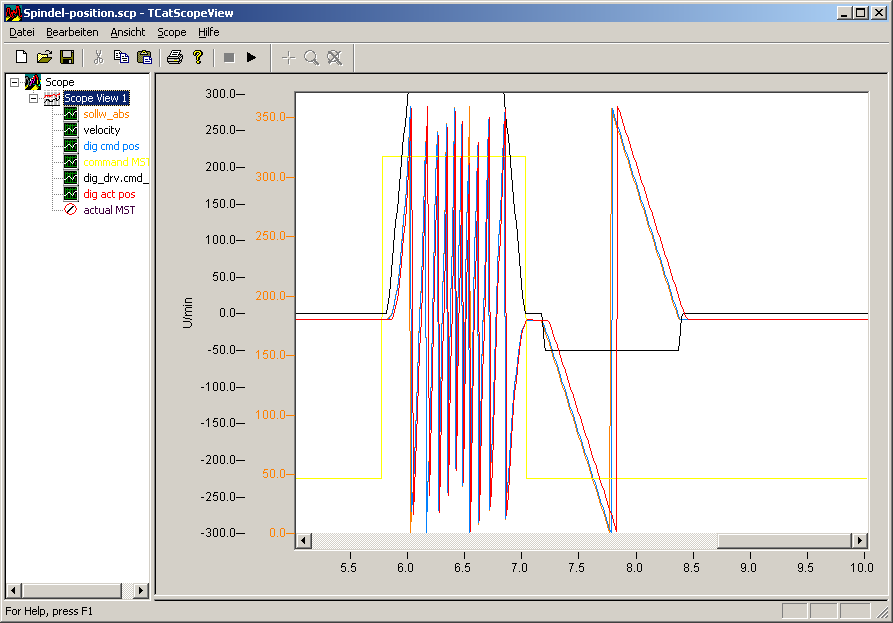
Programming Example
Special case
( -> 200 rpm
( -> 100 rpm
M30