Single step mode on block numbers
Block number
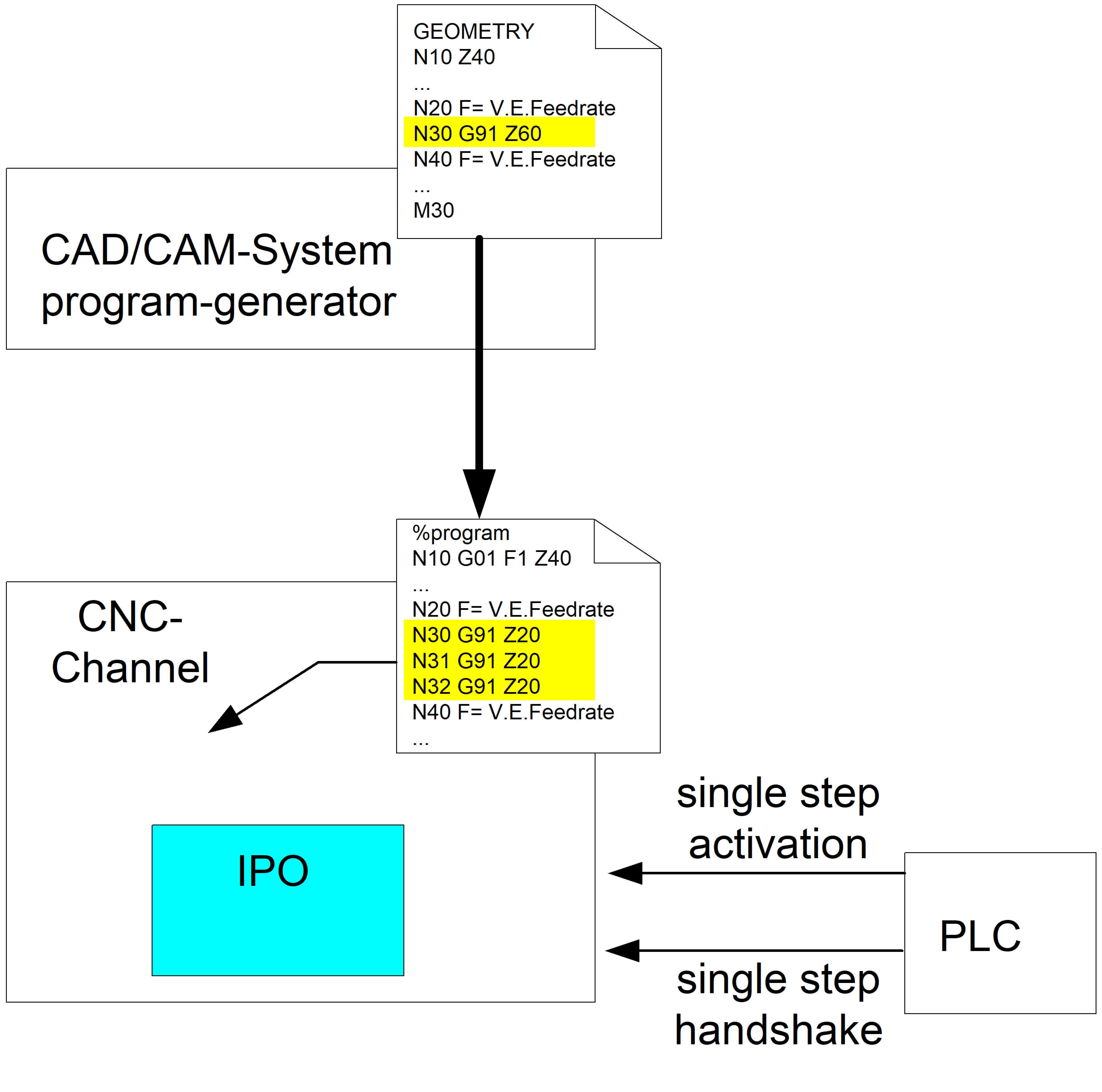
When single-step mode is enabled, the CNC stops before each new motion block (see P-CHAN-00015) and waits for an acknowledgement from the PLC.
If the NC program was automatically generated by a post-processor based on CAD/CAM data, the original geometry information may result in several NC motion blocks. In this case a single step should correlate with the original granularity of CAD/CAM data and only stop at the original geometric resolution.
Another possible application case may be to explicitly disable single-step mode for individual blocks.
Syntax: | |
#SINGLE STEP [ RESOLUTION<value> ] | modal |
Block number related single-step resolution
Use the RESOLUTION option to define a block number-related single-step resolution:
0: Off, no single step related to block numbers,
Stop before each NC line
1: Single step stops before each new programmed NC block number
> 1: A stop is executed before each block which can be divided into an integer
with no remainder.
<Ganzzahliges Ergebnis> = <Satznummer> / <Auflösung>
< 0: Impermissible value for single-step resolution, an error message
is output.
Programming Example
Single-step resolution RESOLUTION to block numbers was set to 10.
In this case a stop is executed before each block can be divided by 10 into an integer with no remainder.
No stop is executed in the area displayed in italics in single-step mode. The black lines show the single-step stop.
 | To ensure effective diagnosis, all NC lines should always be provided with a unique block number. |
Programming Example
Block numbering with user resolution (steps of ten) and internal numbering (single-step width).