Deselecting position preset (#PRESET)
Syntax: | |
#PRESET {<axis_name> <value>} | non-modal |
<axis_name><value> | The axis position preset is reset. The coordinate value in [mm, inch] is only required for syntax reasons, otherwise it is irrelevant. |
If #PRESET is programmed without specifying an axis, the position preset is deselected in all axes.
 | If tool radius compensation, mirroring or diameter programming are selected, #PSET or #PRESET may not be programmed. ("non modal” only applies to the commands #PSET and #PRESET. The position preset offset itself remains valid of course until it is again selected or deselected by #PRESET.) |
Programming Example
Deselecting position preset
The figure below shows the position of the x axis in machine coordinates after execution of a particular NC block:
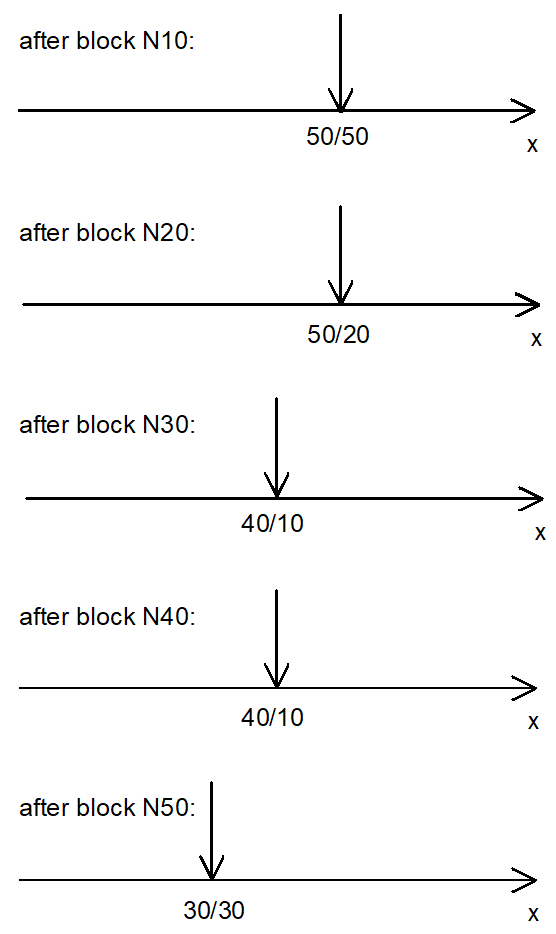
(In this example, no other coordinate transformations are selected).