Example with synchronisation output brought forward MEP_SVS and MET_SVS
With these M/H functions, the CNC calculates the required output time across the specified path parameter (MEP_SVS) or time parameter (MET_SVS). In this case, look-ahead profile planning takes place internally. The basic calculation model can be modified using P-CHAN-00209.
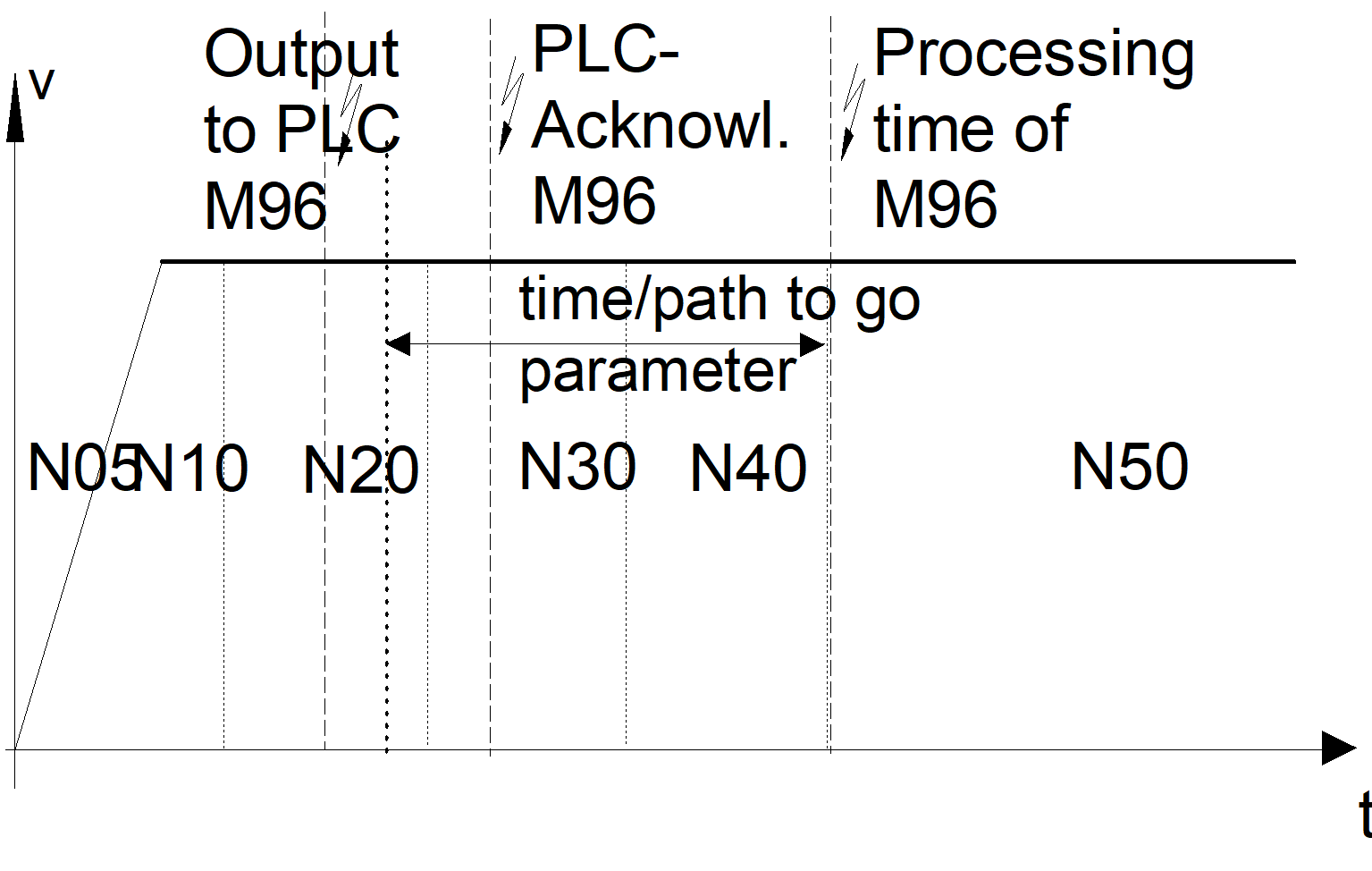
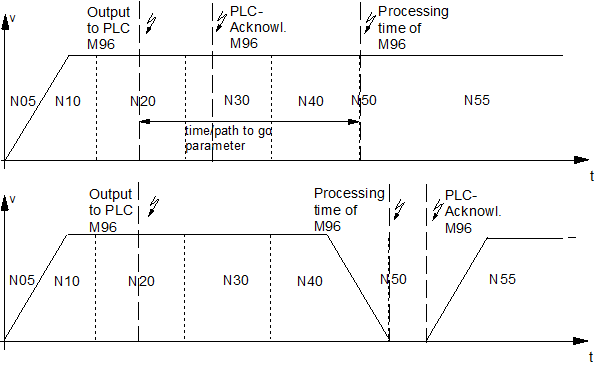
These synchronisation methods determine the pre-output of the M function in accordance with the path or time specified. Motion is not enabled until the M function is acknowledged by the PLC.
The parameter P-CHAN-00212 is used to activate the provision of the remaining time/distance to go up to the synchronisation point.
The parameter P-CHAN-00274 is used to increment the number of blocks for the look-ahead (output position preview).
Initialisation in the channel parameter list:
m_synch[..] 0x01000000 (synchronisation MEP_SVS)m_synch[..] 0x02000000 (synchronisation MET_SVS)Programming Example
Synchronisation output brought forward
Operating principle of P-CHAN-00212:
Activates the provision of distance to go/remaining time up to the synchronisation point for access via ADS