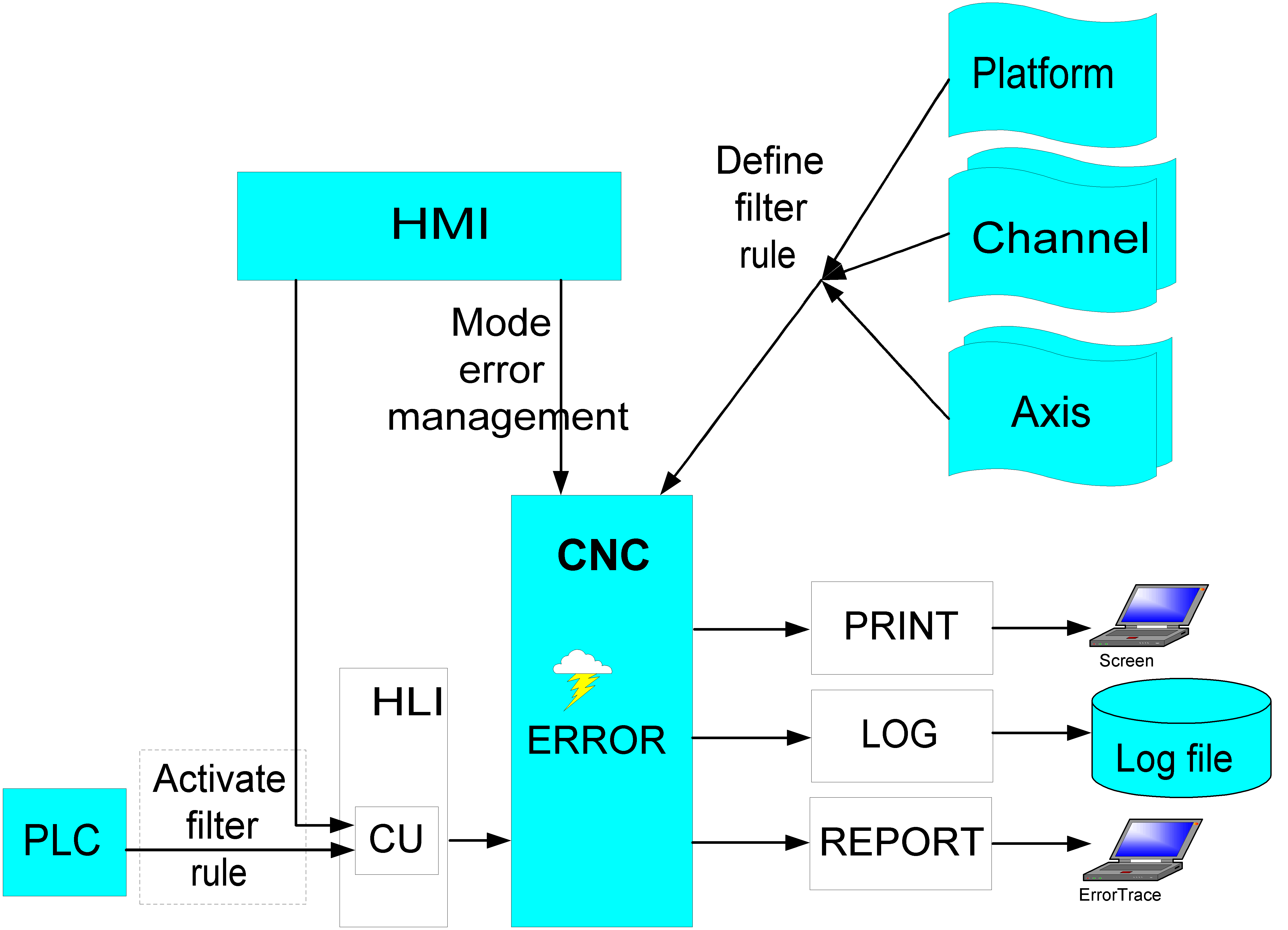
Activating filter rules
Filter rules can be dynamically activated or deactivated from the GUI or the PLC. Activation/deactivation can be carried out at platform level or specifically for a channel or axis,
depending on whether the corresponding bit is set in the “activation_bit” data item when the filter rules are defined.
Activation from the GUI
This is dependent on the interaction between parameter and CNC object.
Consider the following pairings for use:
- Platform: P-STUP-00188 and cnc_error_filter_w
- Channel-specific: P-CHAN-00380 and mc_error_error_filter_w
- Axis-specific: P-AXIS-00629 and ac_<i>_error_filter_w
Activation from the PLC
This is dependent on the interaction between parameter and the corresponding Control Unit (CU).
Consider the following pairings for use:
- Platform: P-STUP-00188 and CU error_filter
- Channel-specific: P-CHAN-00380 and CU error_filter
- Axis-specific: P-AXIS-00629 and CU error_filter