Productivity Interval 1Ch
The algorithm Productivity Interval 1Ch calculates the productivity of the process during a given interval. The interval can be defined by the inputs tTimeStart and tTimeStop. The pieces produced are taken into account during execution. A produced element is counted when an edge is applied to the input. The estimated productivity of the current interval and the productivity of the last complete interval are provided as output values. The algorithm can be configured with the target value of the produced pieces within a given interval.
Optionally, a Boolean signal can be selected for the Enable Execution input so that the algorithm is only active if the value of the selected signal is TRUE.
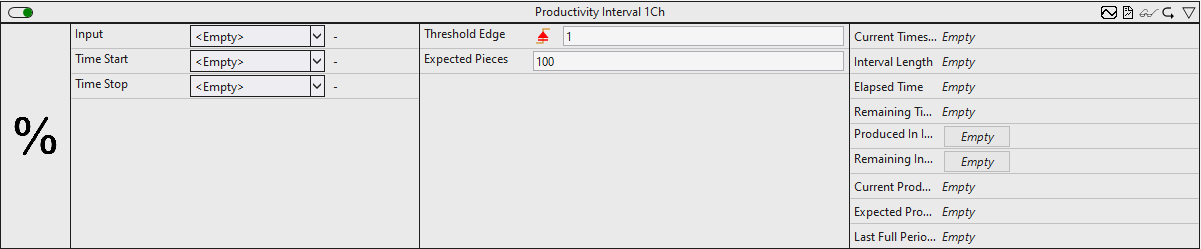
Configuration options
- Type of the Edge: Specifies whether the piece counter should respond to a rising or falling edge.
- Threshold Edge: Threshold of Input at which a manufactured piece is counted.
- Expected Pieces: Specification of the pieces to be produced within the defined timespan.
- Tolerance (optional): Tolerance value for the Equal / NotEqual comparisons.
Input values
- Input: Input value for counting the pieces produced.
- Time Start: Start time of the specified interval. Allows the interval to be specified from process data. Specified as time of day with a resolution of 1 ns.
- Time Stop: End time of the specified interval. Allows the interval to be specified from process data. Specified as time of day with a resolution of 1 ns.
Output values
- Within Interval: Indicates whether the current time is within the interval.
- Current Timestamp: Current timestamp.
- Interval Length: Length of the interval.
- Elapsed Time: Elapsed time within the interval.
- Remaining Time: Remaining time within the interval.
- Produced In Interval: Produced pieces within the interval.
- Remaining In Interval: Remaining pieces within the interval.
- Current Productivity: Current productivity of the interval in percent. Takes into account the length of the interval, the time already elapsed, the pieces to be produced and the pieces already produced. The output is in percent.
- Expected Productivity: Expected productivity of the interval in percent. The production time of the last piece is used to estimate the number of pieces that can be produced in the remaining time.
- Last Full Period Productivity: Productivity of the last complete interval in percent. This is only calculated if the interval was fully processed.
Standard HMI Controls
For the Productivity Interval 1Ch algorithm, the following HMI controls are available for generating an Analytics Dashboard:
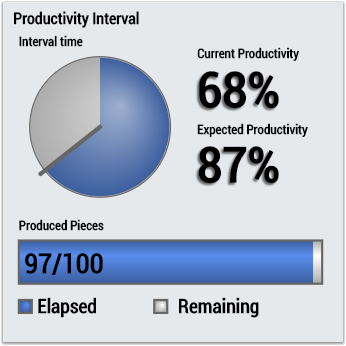
1. The ProductivityInterval control visualizes the output values: time elapsed, time remaining, number of pieces produced in the interval, number of pieces remaining in the interval, productivity.
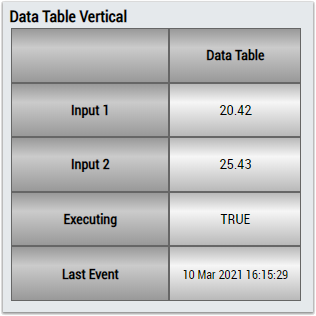
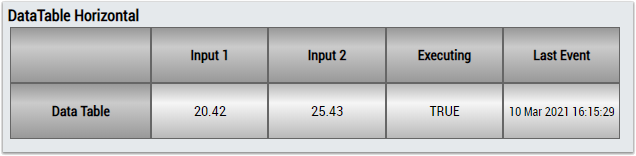
2. The Table Control or Multivalue Control visualizes all output values: Current time, interval length, elapsed time, remaining time, number of pieces produced in the interval, number of pieces remaining in the interval, productivity.
Alternatively, customer-specific HMI controls can be mapped in the Productivity Interval 1Ch algorithm using the Mapping Wizard.