Overall Equipment Effectiveness (OEE)

The Overall Equipment Effectiveness (OEE) calculates key figures that make it possible to compare the current state of the manufacturing process with its maximum potential.
Optionally, a Boolean signal can be selected for the Enable Execution input so that the algorithm is only active if the value of the selected signal is TRUE.
Configuration options
- Ideal Cycle Time: ideal cycle time for the production of one unit.
- Level Ok / Warning: the overall equipment effectiveness greater than the configured threshold is classified as OK. If the overall equipment effectiveness is less than or equal to the configured threshold, it is classified as Warning.
- Level Warning / Alarm: the overall equipment effectiveness greater than the configured threshold is classified as Warning. If the overall equipment effectiveness is less than or equal to the configured threshold, it is classified as Alarm .
Input values
- Scheduled Time: the operating time is calculated from the calendar time minus the scheduled non-production.
- Operating Time: the running time is calculated from the operating time minus the downtimes.
- Units Produced: corresponds to the number of units produced including defective units.
- Defective Units: corresponds to the number of defective units.
Output values
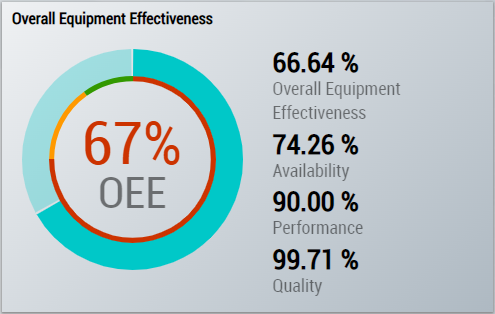
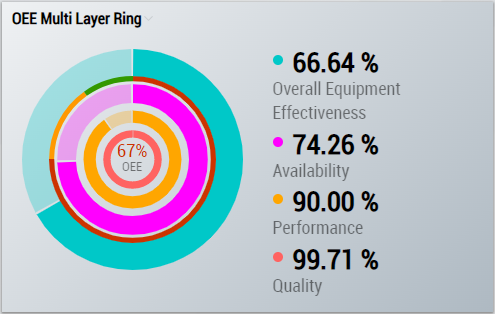
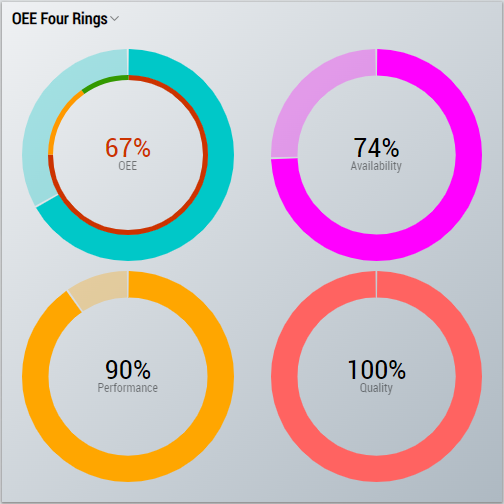
- OEE: Overall equipment effectiveness in percent. It is calculated by multiplying the availability factor, the performance factor and the quality factor.
- OEE Class: Classification of overall equipment effectiveness.
- OEE Event Warning: Indicates the time of the last triggered warning event → the event can be dragged and dropped into the scope chart to display it as a trigger-event.
- OEE Event Alarm: Indicates the time of the last triggered alarm event → the event can be dragged and dropped into the scope chart to display it as a trigger-event.
- Availability: Availability factor in percent. It is calculated from the ratio between the runtime and the operating time.
- Performance: Performance factor in percent. It is calculated from the ratio of units actually produced and the number of units produced in the ideal case.
- Quality: Quality factor in percent. It is calculated as the ratio of intact produced units to produced units.
Standard HMI Controls
For the Overall Equipment Effectiveness (OEE) algorithm the following HMI controls are available for generating an Analytics Dashboard:
1. The OEE Control comes with three designs. It visualizes all output values as well as the parameters Level OK / Warning and Level Warning / Alarm.
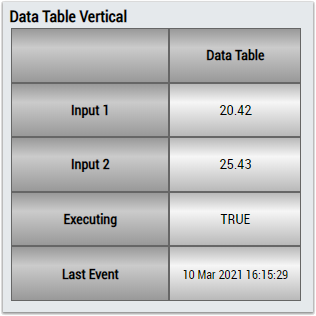
2. The Table Control and Multivalue Control visualize the output values: OEE, Availability, Performance and Quality.
Alternatively, customer-specific HMI controls can be mapped in the Overall Equipment Effectiveness (OEE) algorithm using the Mapping Wizard.