Application
Configuration of the Motion Control.
Integration:
The integration can be made via two interfaces, whereby the PLC interface overwrites the NC interface if both are configured at the same time. In order to use the control, an interface must be used.
NC: Establishes a connection via ADS directly to the NC. You can switch between the individual axes within the NC task via dropdown. In addition, the direct NC integration has several functionalities such as a "Reversing Sequence" in addition to the normal control. The attributes are located under the "Common" category in the properties window of the control:
- Main NC: Connects the control directly to the Main NC. To do this, a new connection must be established in the ADS extension to the Main NC (default port: 500) with the name entered here.
- NC task: Connects the control directly to an NC task. To do this, a new connection must be established in the ADS extension to the NC task (default first task port: 501) with the name entered here.
PLC: Establishes a connection to the NC via PLC function blocks. Only one axis can be selected directly here. This type of integration only has an absolute function in addition to the normal control. The attributes are located under the "PLC" category in the properties window of the control:
- AXIS_REF: Reference to the axis to be controlled. This is required to read information about the axis.
- MC_Halt: Function block for stopping the axis.
- MC_Home: Function block for referencing an axis.
- MC_MoveAbsolute: Function block for executing an absolute movement of the axis.
- MC_MoveVelocity: Function block to execute a continuous movement of the axis.
- MC_Power: Function block to enable the axis.
- MC_Reset: Function block for resetting axis errors.
Notice | |
Loss of function When using the PLC interface, all function blocks must always be linked. Otherwise, some functionalities cannot be used or the control has no function. |
Notice | |
Linked function blocks of the PLC always have priority for the integration of the HMI If, for example, a value such as an enable is written from the PLC via an MC_Power function block, it cannot be overwritten by the HMI. |
The control:
The control is divided into three different tabs.
The dropdown for selecting the axes is only available in NC mode.
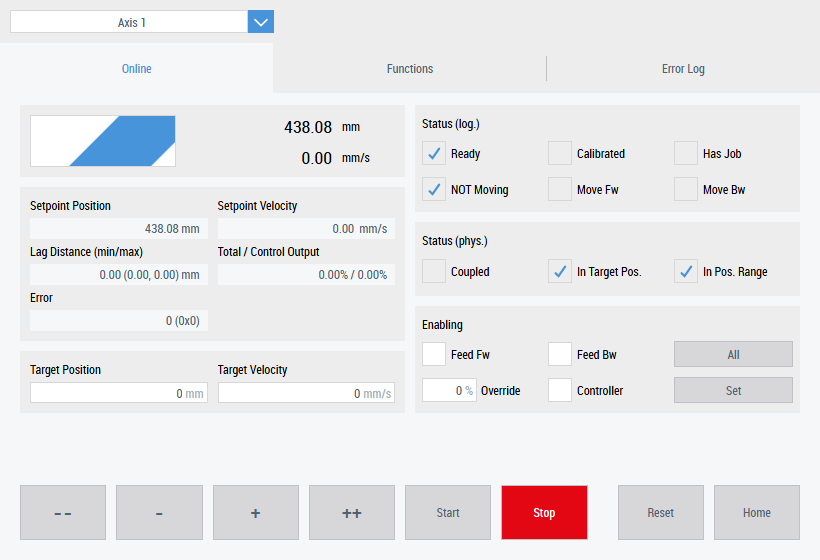
Online:
All important information about the axis can be seen in the Online tab. Enablings or movements () can be executed. In addition, detailed information on the movement of the axis such as status, set/actual position or lag distance is listed. This makes it easy to set an axis in motion.
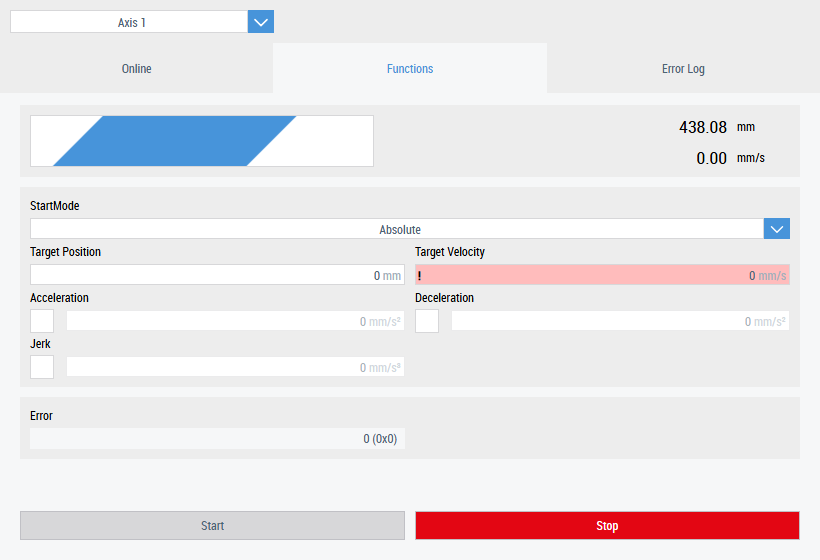
Functions:
Various axis functions can be executed in the Functions tab. Only "Absolute" is available for an axis in PLC mode. For an axis that is connected via the NC, the same functions are available as in the System Manager. This allows functions such as "Reversing Sequence" to be used to move an axis back and forth between two positions. This could be interesting for optimizing the axis or for test movements. Depending on the function selected, the associated parameters under the dropdown will change.
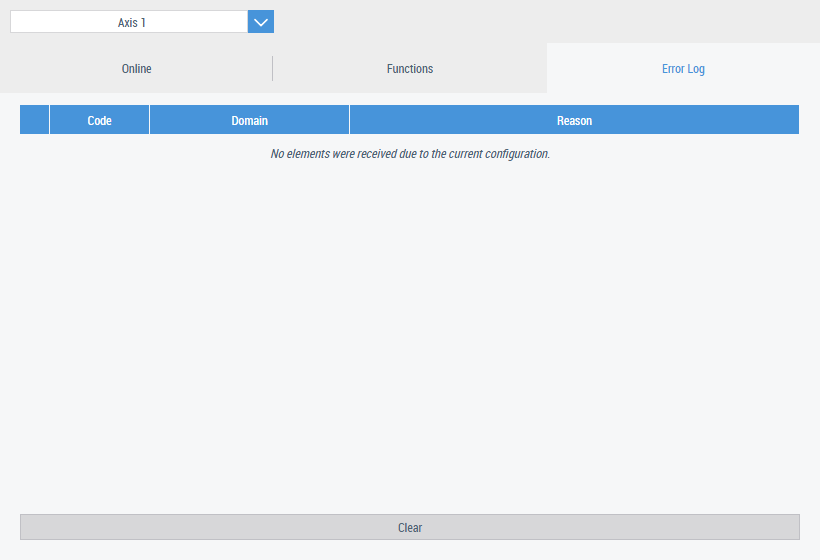
Error Log:
The axis errors are displayed in the Error Log tab. The display of axis errors enables quick countermeasures to be taken.