Miller/cutter radius compensation left
Miller/cutter radius compensation left
Command | G41 |
Cancellation |
The function G41 switches on the miller/cutter radius compensation. The tool is located to the left of the workpiece in the direction of movement.
As has already been seen for the length compensation, the cutter radius compensation can only be activated when G0 or G1 is in effect. The axes of the plane must be driven when the cutter radius compensation is selected.
Sample:
N10 G17 G01 X0 Y0 Z0 F6000
N20 G41 X10 Y20 Z D1
N30 X30
N40 G40 X10 Y10 Z
N50 M30
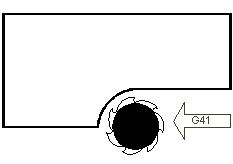
Figure 1: Radius compensation left
 | Cutter radius compensation does not apply to full circles The cutter radius compensation does not support full circles. Full circles have to be split into semicircles, for example. |
Please note:
- The cutter radius compensation should be deactivated before the end of the NC program, in order to close it properly.
- If a decoder stop is programmed, cutter radius compensation has to be disabled first.
- Due to the radius compensation, the path velocity at the contour can change for circles, see'Path velocity for circles'.
- See Orthogonal contour approach/departure