Classification of tool data
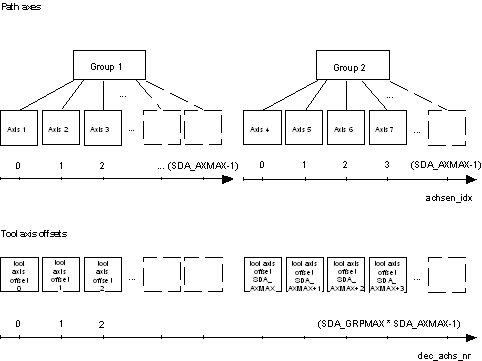
Tool data for every tool consists of data on the tool length, tool radius and tool axis offsets, a validity identifier, a tool dimensional unit and the tool dynamic data. The field index to be stated for tool axis offsets corresponds to the channel internal axis indexing (Fig. 1.1, dec_achs_nr). The initial axis configuration of the NC channel is fixed in the channel parameters [Channel Parameter].
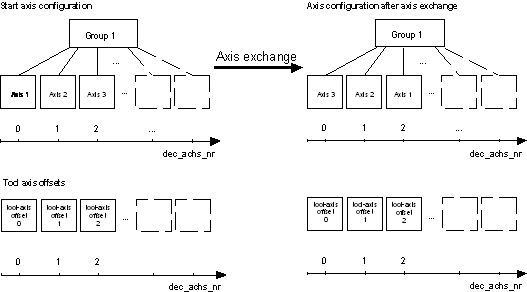
If the axis configuration is modified by axis exchange command (#CALL AX, #PUT AX, SET AX [Programming]), also the allocation of tool axis offsets to logical axes changes (Fig. 1.2).
The allocation of the tool length to one of the axis is described in [Programming].
 | In the moment only axis configurations with one axis group are possible [Channel Parameter]. Therefore "dec_achs_nr" = "achsen_idx". |
Value ranges of parameters, if necessary, are also defined by stating a limit that is obtained based on the data format, e.g. MAX(UNS32), etc.