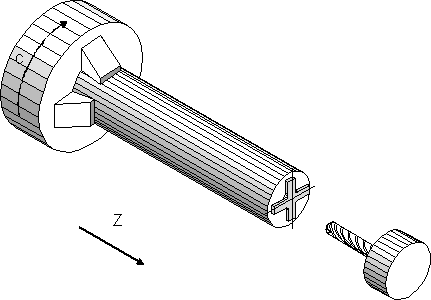
Mode 2: Facing
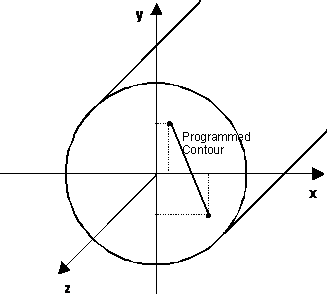
This mode is useful in lathes and machining centers. The desired contour on the face is programmed in millimeters (or inches) using a virtual cartesian coordinate system.
For programming a contour on the face, the three logical axes X, Y ( resp. C) and Z are available. The contour will be programmed in cartesian coordinates.
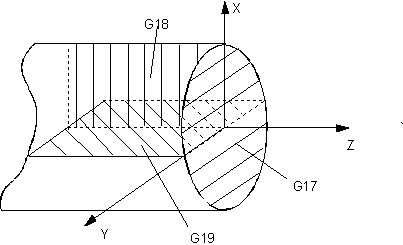
The following figure shows the available main planes in the face machining. Only the G17 plane is of technological importance.
#FACE[ <1.main_axis_name>, <2.main_axis_name> ]<1.main_axis_name> Axis name of the first main axis in accordance with the current main plane.
<2.main_axis_name> Axis name of the second main axis in accordance with the current main plane (virtual cartesian axis).
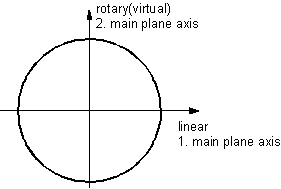
The main plane (circular interpolation, tool radius compensation, etc.) is the one defined by the 1st main plane axis and 2nd main plane axis.
 | Additional axes can be programmed, and they are not affected by the transformation. |
This mode is canceled by:
#FACE OFF The command above returns to the last active mode (e.g. mode 1). This means, the last active main plane is selected automatically, and the last active axes offsets are restored.
Programming example for lathes
Example with axis name "C" for second main axis.
:
#CAX[S, C] (Assumption: main spindle is "S")
#FACE[X, C] (Selection of facing)
:
G01 X40 C-30 Z50 F1000 (Pre positioning)
G01 Z30 (Infeed)
G01 X10 C40 (Move contour)
G01 Z50 (Retraction)
:
#FACE OFF
#CAX OFF Example with axis name "Y" for second main axis.
Hint: An axis with the identical name "Y" may not already exist in NC channel:
:
#CAX[S, Y] (Assumption: main spindle is "S")
#FACE[X, Y] (Selection of facing)
:
G01 X40 Y-30 Z50 F1000 (Pre positioning)
G01 Z30 (Infeed)
G01 X10 Y40 (Move contour)
G01 Z50 (Retraction)
:
#FACE OFF
#CAX OFF Programming example for machining centers
Example: The rotary axis (tool piece axis) in channel is "C2". Programming the command #CAX is not necessary.
:
#FACE[X, C2] (Selection of facing)
:
G01 X40 C2=-30 Z50 F1000 (Pre positioning)
G01 Z30 (Infeed)
G01 X10 C2=40 (Move contour)
G01 Z50 (Retraction)
:
#FACE OFF