Thread cutting with endlessly rotating spindle (G33)
Thread cutting with endlessly rotating spindle (G33)
Syntax example for ZX-plane (longitudinal axis Z, transversal axis X):
G33 Z <expr> K <expr> [ <spindle_name>.OFFSET[ = ]<expr> ] (modal)G33 Thread cutting with endlessly rotating spindle. The G33 function ist modal active. The next traversing block with a halting block type (G00, G01, G02, G03, spline, polynomial) deselects the thread cutting.
Z<expr> Target position ("thread length")
K<expr The thread lead is programmed under active thread cutting in the dimension mm/rev. without a mathematical sign using the letters I, J and K. These are assigned to X-, Y- and Z-axes.
The thread lead ist modal active until program end and should not be zero on selecting G33. The feed is not programmed using the F-word but is obtained from the spindle speed and from the thread lead.
The lead of longitudinal threads or tapered threads having an angle of inclination less than 45° is specified by the address letter K, if the Z-axis is the longitudinal turning axis. In the case of transverse or tapered threads having an angle of inclination greater than or equal to 45°, the specification is done through I , if the X-axis is used as the face-turning axis, and through J if the Y-axis is used.
In Fig. 99 examples for specifying the thread lead using the addressing letters in the Z-X plane is shown.
<spindle_name>.OFFSET=<expr> Thread offset angle in modulo range of spindle. Optional, ist only required for multi-start threads. The offset angle is modal active until program end. Spindle name in accordance with[1]-18. The "="-character is optional.
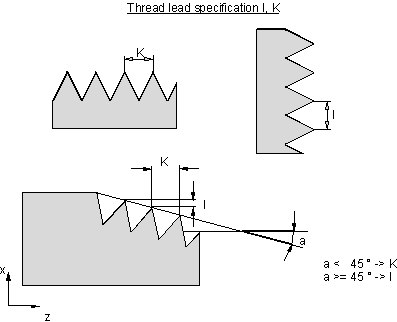 Fig.100: Thread lead specification
Fig.100: Thread lead specificationProgramming examples
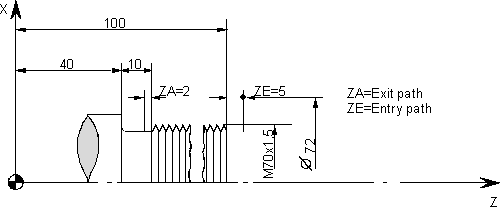 Fig.101: Illustration of geometry example
Fig.101: Illustration of geometry exampleCutting of a longitudinal thread (M70x1.5) with several cuts:
%L Longit_Thread
N100 G33 Z48 K1.5 Cut thread turn
N110 G00 X72 Retraction and move
N120 Z105 to start position
N130 M29 Sub program end
%G33 (thread depth 0.92 mm)
N10 G51 Selection of diameter programming
N15 T1 D1 M03 S400 Tool selection, start spindle
N20 G00 X72 Z105 Approach to starting point
N25 G01 X69.54 F1000 Positioning on 1. cutting depth
N30 LL Longit_Thread 1. cut
N35 G01 X69.08 Positioning on 2. cutting depth
N30 LL Longit_Thread 2. cut
N35 G01 X68.62 Positioning on 3. cutting depth
N30 LL Longit_Thread 3. cut
N35 G01 X68.16 Positioning on end depth
N30 LL Longit_Thread 4. cut
N35 G01 X68.16 Positioning on end depth again
N30 LL Longit_Thread Empty cut
N60 M05 X150 Z200 Moving to end position
N65 M30 Program end
Cutting of a 2-start longitudinal thread (M70x1.5):
%G33_2 (2-start thread, thread depth 0.92 mm)
N10 G51 Selection of diameter programming
N15 T1 D1 M03 S400 Tool selection, start spindle
N20 G00 X72 Z105 Approach to starting point
N25 G01 X68.16 F1000 Positioning on thread depth
N30 G33 Z48 K1.5 Cut 1. thread turn
N35 G00 X72 Retraction and move
N40 Z105 to next
N45 G01 X68.16 start position
N50 G33 Z48 K1.5 S.OFFSET=180 Cut 2. thread turn at 180°
N55 G00 X72 Retraction and move
N60 M05 X150 Z200 to end position
N65 M30 Program endCutting of a 2-start longitudinal thread (M70x1.5):
%G33_2 (2-start thread, thread depth 0.92 mm)
N10 G51 Selection of diameter programming
N15 T1 D1 M03 S400 Tool selection, start spindle
N20 G00 X72 Z105 Approach to starting point
N25 G01 X68.16 F1000 Positioning on thread depth
N30 G33 Z48 K1.5 Cut 1. thread turn
N35 G00 X72 Retraction and move
N40 Z105 to next
N45 G01 X68.16 start position
N50 G33 Z48 K1.5 S.OFFSET=180 Cut 2. thread turn at 180°
N55 G00 X72 Retraction and move
N60 M05 X150 Z200 to end position
N65 M30 Program end