Diameter programming (G51/G52)
G51 Selection of diameter programming (modal)
G52 Deselection of diameter programming (modal, default)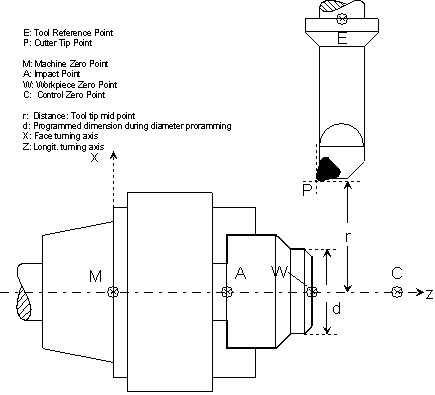 Fig.99: Reference points and diameter programming for turning
Fig.99: Reference points and diameter programming for turningWhen diameter programming is selected, the positional values in the traverse blocks of the face-turning axis are interpreted as diameter values in respect to the center point of turning.
It should be noted that the programmed coordinates of the face turning axis will in fact correspond with the workpiece diameter only if the zero point of the face turning axis is located at the center point of turning (irrespective of the fact whether offsets take effect as a diameter, see example below).
Through the machine data, parameterization can be done for the axes in the mode "face turning":
- Diameter programming with absolute programming (G90) [2]-3
- Diameter programming with relative programming (G91) [2]-4
- BZV and NPV in the diameter [1]-22
Diameter coordinates must not be programmed negatively or be mirrored.
G51 acts upon all the axes that are operated in the mode "face turning". On selecting, however, exactly one face turning axis must be present in the machining plane (G17, G18, G19).
The coordinates of the center point of the circle are not programmed in the diameter.
Deselection of diameter programming is done using the function G52.
Programming example
Conditions: (Facing turning axis, translatory, [2]-9)
(Diameter prog. with G90, [2]-3)
(BZV, NPV take effect as a diameter, [1]-22)
N10 G90 G01 F1000
N20 G51 X80 (Diameter 80mm)
N30 G92 X10 (BZV with 10mm as a diameter)
N40 X0 (prog. position 0 + BPV => Diameter 10mm)
N50 G91 X50 (relative 50mm, not in the diameter)
N60 G90 X-20 (Error: negative diameter)
N70 G21 X30 (Error: During diameter prog. the coordinates of the)
(face-turning axis must not be mirrored)
N75 G22 X30 (Mirroring on face-turning axis permissible)
N80 G52 (Deselection of diameter programming)
N90 M30