Cutter radius compensation (G40/G41/G42)
G40 SRK deselection (modal, default)
G41 SRK to left of contour (modal)
G42 SRK to right of contour (modal)Tool tip radius compensation (SRK) acts in the machining plane selected using G17, G18, G19. In this plane, one of the axis must be operated in the mode "face turning" and the other in the mode "longitudinal turning "
As tool correction values, the data sets stored under the D-words are used. For turning tools, the orientation of the cutter edge in respect to the machining plane (face-, longitudinal axis) must be specified through an additional identification code 1...9 (see Fig. 97).
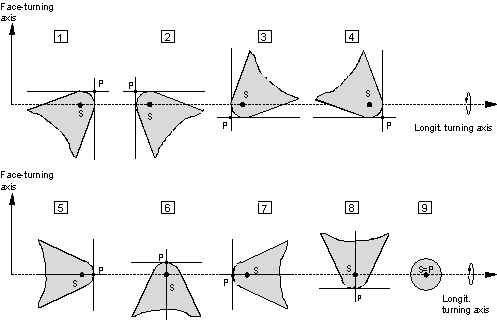 Fig.97: Orientation of the cutter edge to the machining plane.
Fig.97: Orientation of the cutter edge to the machining plane.A typical turning tool then is characterized through the following values / parameters :
- Tool type 1 (turning tool)
- SRK-orientation 1...9
- Tool radius tool tip radius
- Tool length --
- Tool offset (see Fig. 98)
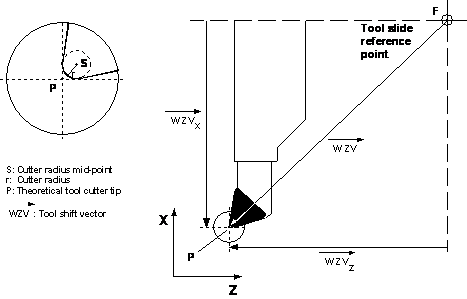 Fig.98: Tool gauging for tool compensation.
Fig.98: Tool gauging for tool compensation.While specifying tool axis offsets, it should be noted their mathematical sign, since, here, components of the tool shift vector in the machining plane are involved. For the example of a turning tool shown in Fig. 14.2 the offsets in the direction of the X- and Y axis both have negative (mathematical) sign.
An interchanging between turning tool and milling tool is permitted while G41 or G42 are selected. In case of absolute programming, G90, the current axis offset values of the new tool are considered in the next traversing block according to the type of tool.