Programmable additional options
The following command allows the programming of optional TRC functions.
 | After selection this optional TRC functions are active until main program end or RESET, but they can also be deselected anytime during running NC-program. |
#TRC [ [ CONV_CIR_TO_LIN<expr> ] [ KERF_MASKING<expr> ] [ REVERSE<expr> ]
[ IGNORE_CONT_DAMAGE<expr>] [ REMOVE_MASKED_BLOCKS <expr> ] ]
[ EXT_ANGLE_BLOCK_INTERSECTION<expr>] ]CONV_CIR_TO_LIN<expr> This parameter controls the conversion of circular blocks with a programmed radius less than the tool radius directly to a linear block. Precondition for the effectiveness is an active contour masking process (G141).
Value | Significance |
|---|---|
0 | No conversion of circular blocks (Default). |
1 | Conversion of circular blocks into linear blocks. |
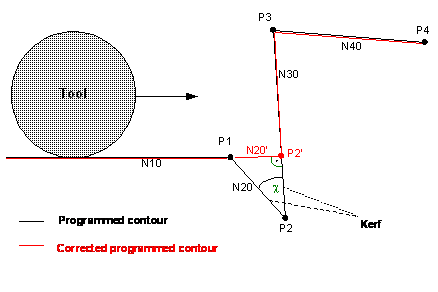
KERF_MASKING<expr> This parameter explicitly enables the masking of kerfs.
Value | Significance |
|---|---|
0 | No kerf masking (Default). |
1 | Kerf masking active. |
| Using contour masking this TRC option is implicitly activated and/or deactivated. |
The functionality of kerf masking is based on shifting of a programmed point when a kerf cannot be worked with a tool.
REVERSE<expr> This parameter allows the direct change of selection side without deselection (G41<->G42) while TRC is active.
Value | Significance |
0 | No direct change of selection side (Default). |
1 | Direct change of selection side active. |
The change of selection side always takes place in the point of reversal. The conditions for this are with linear motion blocks accurately reversing movements.
Using circular motion blocks the tangents of both circles must be identically in the point of reversal and the direction of both circles must be different.
IGNORE_CONT_DAMAGE<expr> By this parameter contour damages are explicitly ignored. As a precondition for the effectivity the contour masking process must be active (G141).
Value | Significance |
|---|---|
0 | No ignoring of contour damages (Default). |
1 | Ignoring of contour damages. |
REMOVE_MASKED_BLOCKS<expr> With this parameter detected loops in a contour can be deleted by the contour masking. Both motion blocks for the determination of the closed loop are also deleted.
Pure motions of slave axes will be preserved. From view of TRC a motion of the 3rd main axis belongs to these motions.
The parameter is especially for contours with very short motion blocks.
An active contour masking (G141) is the condition for the effectivity of the parameter.
Value | Significance |
|---|---|
0 | Closed contour loops are not deleted (Default). |
1 | Closed contour loops are deleted. |
Notice | |
Motion blocks in the contour loop are completely deleted. There is no examination in these motion blocks with regard to existing additional movements in slave axes. |
EXT_ANGLE_BLOCK_INTERSECTION<expr> With this parameter the limit of the transition angle between two motion blocks can be switched from 180 degree to 181 degree. This avoids the creation of additional TRC transition blocks in this angle range.
The value of the limit itself cannot be modified.
Value | Significance |
|---|---|
0 | Limit of transition angle is 180 degree (Default). |
1 | Limit of transition angle is 181 degree. |
Programming example: Conversion of circular blocks:
N1000 V.G.WZ_AKT.R=1 (Tool radius)
N2300 G140 (Deactivate contour masking)
....
N2450 #TRC[CONV_CIR_TO_LIN=1] (Activate parameter)
N2500 G41 (Selection of TRC left of the contour)
...
(Circular element with radius less than the tool radius)
N2550 G03 X3557.83 Y-577.61 I0.00 J0.60
(no direct conversion from circular to a linear block)
...
N3000 G141 (Activate contour masking)
...
(Circular element with radius less than the tool radius)
N3550 G03 X3557.83 Y-577.61 I0.00 J0.60
(direct conversion from circular to a linear block)
...
N3600 G40 (Deselection of TRC)Programming example: Direct change of selection side:
...
N090 G90
N100 #TRC[REVERSE=1]
N110 G00 X0 Y0
N120 G01 X100 Y100
N130 G41 G01 X150 (Selection of TRC left)
N140 G01 X250
N150 G01 Y200 (Point of reversal)
N160 G42 (Change side of selection of TRC to right)
N170 G01 X100
N180 G01 X100Y150
N160 G40 G01 X0
N170 G01 Y0
...