Perpendicular selection and deselection (G237) of TRC
In the case of use of the perpendicular mode of tool radius compensation there are no restrictions concerning the sequence of motion blocks like for the direct or indirect mode.
It's possible to enable the tool radius compensation for an individual motion block.
The selection of perpendicular tool radius compensation adds a linear motion block orthogonal to the programmed path. This block produces the distance between the corrected and the programmed path. The output of this block takes place before the first programmed motion block.
The deselection of the perpendicular tool radius compensation adds another linear motion block orthogonal to the programmed path. This motion block reverses the distance between the corrected and the programmed path.
Programming example
%bsp01.nc
N10 G00 X0 Y0 Z0 G17
N20 X10Y10
N30 V.G.WZ_AKT.R=5 (Tool radius)
N40 G237 (Activation of perpendicular selection)
; Corrected path
N50 G42 (Selection of TRC on the right)
N60 G03 X60Y60J50F1000
N70 G01 Y100
N80 G03 X10Y150J50
N90 G40 (Deselection of TRC)
; Presentation of the original contour
N100 G00 X0Y0
N110 X10Y10
N120 G03 X60Y60J50F1000
N130 G01 Y100
N140 G03 X10Y150J50
N150 G00 X0Y0
N999 M30 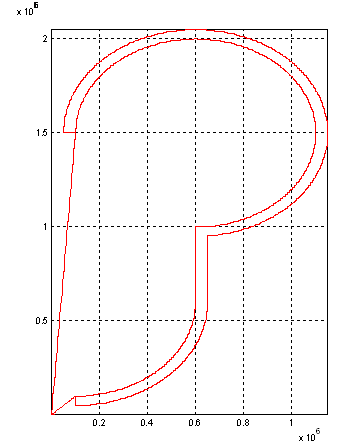 Fig.85: Programming example bsp01.nc
Fig.85: Programming example bsp01.nc