Tool length compensation (TLC)
In the following example, the tool length compensation is carried out in Z-direction. While selecting the compensation data block D16 in the block N30, the compensation movement occurs in N30 in the Z-direction jointly with the traverse data block.
Programming example
N10 G01 F900 G17 (X-Y-Plane; length compensation in Z+ direction
N20 X150 Y10 Z10
N30 D16 Y40 Z15 ( Selection of length compensation D16 )
. ( Compensating movement is executed )
.
N100 D20 (Se lection of length compensation D20 )
. ( Compensating movement occurs only with )
. ( next traverse block in the Z-direction )
.
N200 G0 D0 X0 Y0 Z0 ( Deselection of TLC )
Compensation data block D0 : Length = 0 Radius = 0
. D16 : Length = 5 Radius = 5
.
D20 : Length = 12,5 Radius = 5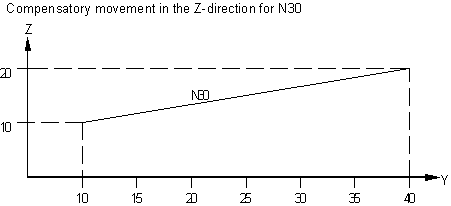 Fig.83: Example for tool length compensation
Fig.83: Example for tool length compensation