Deselection of position preset
#PRESET {<axis_name> <dummy_expr> } (non-modal)<axis_name><dummy_expr> Actual value offset of the axis is reset. The coordinate value is required only for syntax reasons and is irrelevant otherwise.
If #PRESET is programmed without axis specification, the programming position preset offsets in all axes are removed.
 | If tool radius compensation, mirroring or diameter programming are used, #PSET or #PRESET must not be programmed.(Only the commands #PSET and #PRESET are "non-modal". The programming position preset offset itself is, naturally, valid until programmed again or deselected by #PRESET.) |
Programmierbeispiel
N10 X50 Y10 Z0
N20 #PSET X20 Y20 (Preset position for X and Y)
N30 X10
N40 #PRESET X10 (Reset X-Position; value 10 not relevant)
N50 X30
N60 #PRESET (Reset all axes)
N70 M30 The following shows the position of the x-axis in machine coordinates after the execution of the respective NC-block:
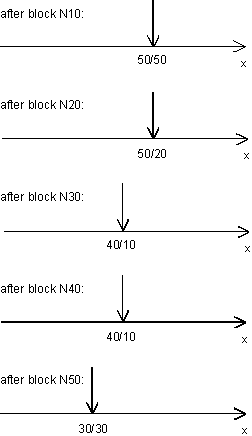 Fig.68: Positions of the x-axis in machine coordinates / programmed coordinates (In this example, no other coordinate transformations are selected).
Fig.68: Positions of the x-axis in machine coordinates / programmed coordinates (In this example, no other coordinate transformations are selected).(In this example, no other coordinate transformations are selected).