Velocities (F-, E-)
F <expr> Feedrate at block begin (modal)
E <expr> Feedrate at block end (non-modal)Notice | |
The functionality "Feedrate at block end" is not yet implemented. |
In the interpolation types G01, G02, G03, G100, G105, the programmed axes are traversed with the path speed declared in the F-word. (preset-value in mm/min, m/min, inch/min, mm/s, inch/s, etc. in case of translatory axes or °/min for rotary axis, depending upon the configuration). The F-word is modal.
Values can be assigned to the F-word either directly or for each parameter, whereby also decimal numbers are permitted (REAL64-format).
With the user-command "G93" it is also possible to specify a machining-time instead of a feed rate by the F-Word. A description of this can be found in para. "G-Functions".
Programming example
N10 F1000 G01 X200 G90 (Feedrate 1000 mm/min)
N20 X300
N30 X350 F800 (Lowering of feed velocity)
(from 1000 to 800 mm/min)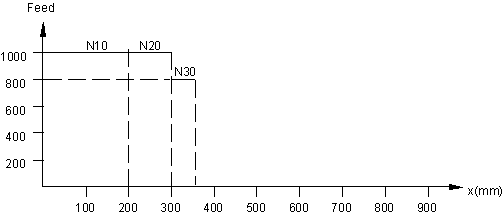 Fig.63: Feed programming using F-words
Fig.63: Feed programming using F-words