Axis-specific M/H-functions
In general user-specific M/H-functions programmed in conventional DIN syntax are handled and executed channel-specifically.
If the user wishes to force axis-specific handling for specific M/H-functions, he has the option of defining them additionally in channel parameters list [1]-7/-8 so that they act axis-specifically:
m_default_outp_ax_name[ <m_expr> ] <axis_name> or
h_default_outp_ax_name[ <h_expr> ] <axis_name> <m_expr> User specific M-Function with axis specific effect.
<h_expr> User specific H-Function with axis specific effect.
<axis_name> Axis name of the axis on which the M/H-function is to act. Path axes and spindle axes are permitted in this case.
Programming example
Extract from channel parameters list [1]:
:
# Definition of the axis spezific M-Functions
# ============================================
m_default_outp_ax_name[20] S2
m_default_outp_ax_name[21] S3
m_default_outp_ax_name[22] Z
:
# Definition of the axis spezific H-Functions
# ============================================
h_default_outp_ax_name[10] X
h_default_outp_ax_name[11] Y
h_default_outp_ax_name[12] Z
:
:
Nn S1000 M3 M20 M21 M22 H10 (S and M3 effect on the main spindle axis,
M20 effects on the S2-spindle axis
M21 effects on the S3-spindle axis and
M22 effects on the Z-axis
H10 effects on the X-axis)
: | If an axis-specific M/H-function is programmed in a spindle-specific bracket expression, the default setting is ignored and the M/H-function acts on the corresponding spindle axis. |
Moreover, for path axes, the NC-program includes the option of also forcing axis-specific output of M/H-functions by use of bracketed expressions:
<axis_name>[ M<expr> H<expr> { M<expr> H<expr> } ] { <axis_name>[ ... ] }<axis_name> Axis name of the axis on which the M/H-function is to act. Only path axes are permitted in this case.
M<expr> User-specific M-function with axis-specific action.
H<expr> User-specific H-function with axis-specific action.
Programming example
:
N10 S1000 M3 X100 X[M20 H12] Y[H10] (S, M3 act on the main spindle axis)
(M20, H12 act on the X-axis)
(H10 acts on the Y-axis)
:The user thus has the option of executing his specific M/H-functions very flexibly by programming or configuring axis-specifically or channel-specifically.
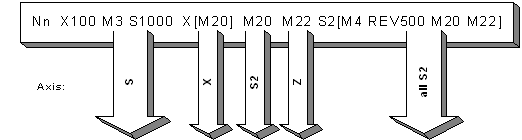
Programming example